













")
")

















































Kategoriyalar
- Yangiliklar (3)
- Blog (126)
Injection kalıplama mashinasi is the main molding equipment to make thermoplastic (termosetlash) plastmassalardan turli shakldagi plastik mahsulotlarga. Ishlab chiqarish sanoatida, qarshi kalıplama mashinalari sonidan biri juda katta, va xizmat muddati odatda taxminan 20 yillar. Tegishli adabiyot hisobotlariga ko'ra, the carbon emission of plastic products in a developed city in southern China accounts for the relative value of the manufacturing industry, and the industrial added value accounting for 3.25% of the manufacturing output value, and the power energy consumption accounts for 10.62% of the energy consumption of the manufacturing industry. The carbon emission of plastic products industry in 2010 was 3.294 million t [1]. It can be seen that the injection molding machine is a high energy consumption equipment. The higher the energy consumption, the relative carbon emission is also proportional. On September 22,2020, President Xi Jinping
Commitment to China to the world at the general debate of the 75th session of the United Nations General Assembly
Carbon dioxide emissions strive to peak by 2030, and strive to achieve carbon neutrality (the “double carbon” target) by 2060. Facing the goal of “double carbon”, the energy-saving improvement of injection molding machine is an imperative way.
Energy consumption analysis of injection molding machine
By the injection molding process, the molten polymer solvent is injected into the mold cavity. After the polymer solvent is cured, the mold cavity is opened and the plastic parts are pushed out. Specific action: move the injection seat forward to the injection pressure cooling (preplastic), the injection holder back to move the roof of the top reset mold. Through this process analysis, the injection molding machine needs to have the operating power, the polymer and the heating system, namely the power part and the heating part, both of which need electric energy to support. In the electricity consumption of the traditional hydraulic injection molding machine, the hydraulic oil pump occupies the power consumption
More than 80% [2], other material cylinder heating electricity, baking bucket heating electricity accounted for 15%, electrical control electricity and other electricity accounted for 5% [3]. In order to realize the energy saving and low carbon of injection molding machine, it is necessary to reduce the power consumption of hydraulic oil pump, which also provides a new way for the power improvement of injection molding machine. Xuddi o'sha payt, it is also necessary to reduce the heating power of the material cylinder and the baking bucket, va boshqalar. Through these improvements, the power consumption of injection molding machine is minimized as far as possible.
Improvement of injection molding machine
Ayni paytda, the injection molding machine has the application of servo system (including some full electric control), and the industry is gradually carrying out the heating ring and drying hopper supporting [4]. The energy saving benefits is a large amount, but also a measure to reduce emissions. The huge space of the plastic industry has driven the rapid development of the injection molding machine (including extruder) sanoat, and driven the development and development of energy-saving heating device, energy-saving heating device as plastic machinery. Many supporting manufacturers of energy-saving products have increased the strength of the national layout.
Application of the servo-control system
In the traditional injection molding machine, usually use hydraulic transmission device, it is mainly composed of oil pump, hydraulic control valve, pressure electromagnetic proportional valve, flow electromagnetic proportional valve, a variety of different action oil cylinder, oil pump motor and other liquidPressure accessories and pipe constitute [5]. Injection molding machine drive system-traditional hydraulic control features is the traditional injection molding machine hydraulic oil pump using quantitative pump through the power frequency operation, higher pressure oil through the overflow valve, high oil temperature, high noise, hydraulic oil leakage, high user electricity cost, frequent maintenance and other disadvantages. Later, the variable pump is used for control. The variable pump can save some electricity compared to the quantitative pump, but the disadvantages of the quantitative pump cannot be avoided [6]. Using o-hydraulic mixing control (servo pump), anavi, servo energy saving pump type injection molding machine. Mainly configured servo motor, rotary coding, high precision pressure sensor and so on. Servo pump time of hydraulic system pressure and flow detection feedback, timely by changing the servo synchronous motor speed and torque to adjust pressure and flow accordingly, finally maintain the pressure of the whole system, stable, accurate, fast to set pressure and flow, dynamic response, high precision, low noise, the most important is to save a lot of electricity. Compared with the traditional quantitative pump and variable pump system, the selected motor power of the same tonnage injection molding machine is much smaller, and the installation space improves the overall grade of the injection molding machine. Practice has proved that the electro-liquid mixing control scheme can save 60% of the conventional quantitative pump oil pressure system under certain conditions.
Application of fully electric control
The injection molding machine adopts full electric control, all actions rely on the electric actuator to complete, the injection molding machine system does not need hydraulic oil road control, which is known as the full electric injection molding machine. The injection molding machine does not need too much fuel tank and pipeline, the operation and maintenance costs are reduced, and become cleaner. Albatta, the cost of all-electric injection molding machine is significantly higher than that of traditional hydraulic machine, using servo, driver, high precision sensor and so on, compared with the high accuracy of finished products. According to statistics, the energy loss caused by the hydraulic injection molding machine is as high as 36%~68% [8], the full electric injection molding machine running low noise, low energy consumption, compared with the traditional injection molding machine can save 50%~70% energy [9]. Albatta, the full electric injection molding machine is used for small and medium-sized die locking tonnage, in the need for a very long time to close the mold and a very high die locking pressure processing, or need hydraulic injection molding machine, the full electric is not replaced.
Application of the frequency conversion regulating device
Upgrade the injection molding machine to “energy saving” qarshi kalıplama mashinasi, its investment (mainly frequency converter) should be recovered [10] through saving electricity or oil cost within one year. The injection molding machine inverter is used in the special control board or in the CPU of the frequency converter, which can avoid the quantitative pump injection molding machine has large energy consumption, long action cycle, slow action speed and other defects. In the process of injection, there are stages of locking, glue, filling, sol, cooling and opening mold. The requirements for pressure in these stages are not the same. As long as the small pressure can be opened, sol, glue, cooling and so on will be larger pressure, to ensure the quality and efficiency of plastic parts. Injection molding machine in the electrode speed is high, then the injection molding pressure is large, so through the frequency converter
The injection molding motor is adjusted to achieve energy saving. General injection molding machine frequency conversion energy saving usually practice: will be used to control the proportion of the regulating valve power signal, after the conversion process as

Figure 1 Schematic diagram of the structure and installation of the electromagnetic heating coil (network diagram)
Through carbon fiber or quartz lamp tube on the material tube direct surface light source high temperature heating, from the heat ring to the material tube direct heat transfer, energy saving effect is better.
Drying material barrel energy-saving device
Plastic dryer (also known as baking bucket) is an essential peripheral equipment in injection molding, which plays an important role in stabilizing the injection molding and surface quality of plastic parts. The working principle of the traditional plastic dryer: the hot air of the internal heating pipe of the fan dryer is blown into the inside of the cone hopper, with the upper and lower sieve and the surface of the hopper as the heating wire in the dryer bucket
Under the action of the fan blowing, the wind blows into the material barrel to achieve the purpose of drying.The traditional dryer has no intelligent detection sensor, can not be intelligent.
Control the dry air volume, is constant air volume operation, more power consumption, low thermal energy conversion rate, serious energy waste and other phenomena.
In order to improve the energy saving of the original baking barrel, the control part of the baking barrel is specially treated intelligently, and the structure of other baking barrels remains unchanged. The digital temperature intelligent control servo automatic system, basically composed of computer programs, can compensate the power required for constant temperature according to the set temperature of the material barrel controller, so as to intelligently control the temperature, air volume and heating power, and achieve the energy saving effect of constant temperature heating of drying material. Energy saving effect between 40%~60%, simple installation, no additional after debuggingmaintenance.200 kg oven barrel power 3.3 kW.h one hour before improvement,
After the improvement, it is 1.5 kW.h, the basic power saving rate is 54%, and the cost can be recovered in 6 uchun 10 months. As shown in Figure Figure 22. The first of its energy saving principle is to automatically adjust the power, give the matching power according to the drying degree of the material, maintain the temperature required by the drying material and stabilize the constant temperature to reduce the waste. Ikkinchi, the air volume is automatically adjusted, real-time measurement of the temperature dryness of plastic, through the system automatically control the size of the tuyere, so as to reduce the heat loss. Uchinchi, eliminate potential safety risks, when the temperature reaches a certain extent, the system will automatically cut off the power supply, play a role in safety protection.
Visual detection equipment application
Injection molding machine saves electric energy at the same time, make qualified products, protect the mold is an important link of injection molding energy saving. In recent years, intelligent application cases have been transplanted to injection molding machine applications, which has played a good role in improving product quality, protecting molds and other equipment. Introduce machine vision detection equipment, the CCD (Charge-coupled Device) image sensor, through
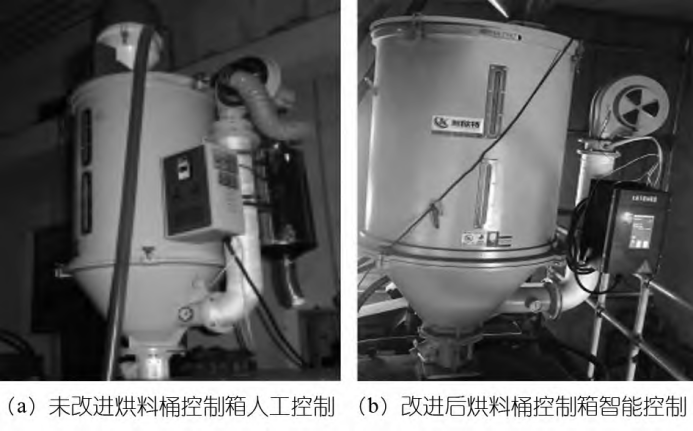
Figure 2 Schematic diagram before and after the improvement of the drying barrel control box (site map)
CCD can transform the optical image into an intelligent image processing and decision-making system for digital signal transmission, and effectively control whether the optical image is correct or not. It is to install several industrial cameras in the plastic machine and mold place or lens with visual equipment to replace the human eye to complete the measurement, inspection, guidance, identification and other functions, to reduce labor, reduce labor intensity, docking information intelligent construction and other [16]. Six CCD cameras can generally be installed.
As an important molding equipment in plastic parts processing, injection molding directly affects the quality of plastic parts. It occupies an important proportion in injection molding processing. Paying attention to the use and maintenance of molds and extending the service life of molds, it is an important issue of energy saving, emission reduction, cost reduction and efficiency increase in injection molding industry. The mold protector is suitable for injection molding machine operation real-time monitoring, detection and control, using machine vision real-time operation processing, intelligent monitoring injection molding machine, detect bad, short or product flying edge, monitoring mold slider in place, embedded, mold cavity surface foreign body and mold reset, sticky mold, rang, closed, product off, va boshqalar. Through this monitoring, we can avoid the mold crushing damage and stop production, and shorten the production cycle. When bad products or short shots occur, the system can also remind the operator in time. Albatta, the application of image sensor in addition to monitoring the mold, but also expand the function, especially compatible with the injection molding machine intelligent control system [17], but also as a control of product quality, identification and unqualified classification, in order to reduce the manual inspection of product fatigue caused by product misjudgment and misjudgment.
tagIt is reported that plastic production and incineration are expected to occur in 2019
More than 850 million t CO 2 equivalent, equivalent to emissions from 189 500 MW coal-fired power plants. Experts estimate that global plastic production and incineration will emit 56 billion t carbon dioxide equivalent from now to 2050, representing 10 uchun 13 percent of the total carbon budget that can be “spent” by the middle of the century based on current emissions reduction commitments. By the end of the century, plastic-related emissions could account for half [18] of the total carbon budget. From these data, the carbon emission of injection molding industry is still very large, in the futureThere is a long way to go to reduce emissions. Xuddi o'sha payt, we need to reduce emissions and apply new energy through technological progress. Ayni paytda, the injection molding industry is an important way to reduce emissions by saving electric energy, controlling product quality and producing more qualified products. The implementation of energy saving and emission reduction, cost reduction and efficiency increase is the basis of realizing the “double-carbon” goal. Bunga qo'chimcha, “intelligent manufacturing” should be used to reduce carbon, and provide source power for the intelligent manufacturing upgrading and green transformation. A series of measures will be implemented to reduce emissions and do little to mitigate the global greenhouse effect.
Agar sizda biron bir savol bo'lsa in'ektsiya mashinasi ,iltimos bemalol so'rang FLYSE jamoasi (whatsapp:+86 18958305290),biz sizga eng yaxshi xizmatni beramiz!
