Kína Lágkostnaður sprautumótunarvélar birgir














")
")

















































Endurbætur á orkusparnaði sprautumótunarvélar
febrúar 16, 2023
Sprautumótunarvél er aðal mótunarbúnaðurinn til að búa til hitaplast (hitastillandi) plasti í mismunandi gerðir af plastvörum. Í framleiðsluiðnaði, ein af fjölda sprautumótunarvéla er gríðarlegur, og þjónustulífið er almennt um 20 ár. Samkvæmt viðeigandi bókmenntaskýrslum, kolefnislosun plastvara í þróaðri borg í suðurhluta Kína skýrir hlutfallslegt verðmæti framleiðsluiðnaðarins, og iðnaðarvirðisauki sem greinir frá 3.25% af framleiðsluverðmæti, og orkunotkunin stendur fyrir 10.62% af orkunotkun framleiðsluiðnaðarins. Kolefnislosun plastvöruiðnaðarins í 2010 var 3.294 milljón t [1]. Það má sjá að sprautumótunarvélin er mikill orkunotkunarbúnaður. Því meiri orkunotkun, hlutfallsleg kolefnislosun er einnig hlutfallsleg. Þann september 22,2020, Xi Jinping forseti
Skuldbinding við Kína við heiminn á almennum umræðum á 75. fundi allsherjarþings Sameinuðu þjóðanna
Losun koltvísýrings leitast við að ná hámarki 2030, og leitast við að ná kolefnishlutleysi (hinn “tvöfalt kolefni” skotmark) af 2060. Að horfast í augu við markmiðið um “tvöfalt kolefni”, orkusparandi endurbætur á sprautumótunarvél eru nauðsynleg leið.
Orkunotkunargreining sprautumótunarvélar
Með sprautumótunarferlinu, bráðnu fjölliða leysinum er sprautað inn í moldholið. Eftir að fjölliða leysirinn hefur læknað, moldholið er opnað og plasthlutunum ýtt út. Sértæk aðgerð: færðu innspýtingarsætið fram á við að innspýtingarþrýstingskælingunni (forplast), innspýtingarhaldarann til baka til að færa þak efsta endurstillingarmótsins. Í gegnum þessa ferligreiningu, sprautumótunarvélin þarf að hafa rekstrarkraftinn, fjölliðuna og hitakerfið, nefnilega orkuhlutinn og hitunarhlutinn, báðir þurfa raforku til að standa undir þeim. Í raforkunotkun hefðbundinnar vökvasprautunarvélar, vökvaolíudælan tekur orkunotkunina
Meira en 80% [2], annað efni strokka hita rafmagn, bökunarfötu upphitun rafmagn reikningur 15%, rafstýringarrafmagn og annað rafmagn sem gert er ráð fyrir 5% [3]. Til þess að átta sig á orkusparnaði og lágu kolefni sprautumótunarvélarinnar, það er nauðsynlegt að draga úr orkunotkun vökvaolíudælunnar, sem einnig veitir nýja leið til að bæta afl sprautumótunarvélar. Á sama tíma, einnig er nauðsynlegt að draga úr hitaorku efnishólksins og bökunarfötunnar, osfrv. Í gegnum þessar endurbætur, orkunotkun sprautumótunarvélar er lágmarkað eins og hægt er.
Endurbætur á sprautumótunarvél
Vegna þess að IC bakkinn er léttur, sprautumótunarvélin hefur beitingu servókerfis (þar á meðal einhver full rafstýring), og iðnaðurinn er smám saman að framkvæma upphitunarhringinn og stuðninginn fyrir þurrkara [4]. Orkusparnaðarávinningurinn er mikill, en einnig aðgerð til að draga úr losun. Stórt pláss plastiðnaðarins hefur knúið hraða þróun sprautumótunarvélarinnar (þ.mt extruder) iðnaður, og knúið áfram þróun og þróun orkusparandi hitunarbúnaðar, orkusparandi hitunartæki sem plastvélar. Margir stuðningsframleiðendur orkusparandi vara hafa aukið styrk landsskipulagsins.
Notkun servóstýrikerfisins
Í hefðbundinni sprautumótunarvél, nota venjulega vökvaskiptibúnað, það er aðallega samsett úr olíudælu, vökva stjórnventill, þrýstings rafsegulhlutfallsventill, flæði rafsegulhlutfallsventill, margs konar mismunandi aðgerð olíuhylki, olíudælumótor og annar vökviÞrýstibúnaður og rör mynda [5]. Drifkerfi fyrir innspýtingarmótunarvél - hefðbundin vökvastýringareiginleikar eru hefðbundin vökvaolíudæla fyrir sprautumótunarvél sem notar magndælu í gegnum afltíðniaðgerðina, hærri þrýstingsolíu í gegnum yfirfallslokann, hár olíuhiti, mikill hávaði, vökvaolíuleki, hár raforkukostnaður notenda, tíðt viðhald og aðrir ókostir. Seinna, breytileg dæla er notuð til að stjórna. Breytileg dæla getur sparað rafmagn miðað við magndæluna, en ekki er hægt að forðast ókostina við magndæluna [6]. Notkun o-vökva blöndunarstýringar (servó dæla), það er, servó orkusparandi dæla sprautumótunarvél. Aðallega stilltur servó mótor, snúningskóðun, hár nákvæmni þrýstingsskynjari og svo framvegis. Servo dæla tími þrýstings á vökvakerfi og endurgjöf á flæðiskynjun, tímanlega með því að breyta servó samstilltum mótorhraða og tog til að stilla þrýsting og flæði í samræmi við það, loksins viðhalda þrýstingi alls kerfisins, stöðugt, nákvæm, fljótur að stilla þrýsting og flæði, kraftmikið svar, mikil nákvæmni, lítill hávaði, mikilvægast er að spara mikið rafmagn. Samanborið við hefðbundna magndælu og breytilegt dælukerfi, valið mótorafl sömu tonna innspýtingarmótunarvélar er mun minna, og uppsetningarrýmið bætir heildareinkunn sprautumótunarvélarinnar. Æfingin hefur sannað að stjórnkerfi raf-vökvablöndunar getur sparað 60% hefðbundins magndæluolíuþrýstikerfis við ákveðnar aðstæður.
Notkun fullkomlega rafstýringar
Sprautumótunarvélin samþykkir fulla rafstýringu, allar aðgerðir treysta á að rafknúinn ljúki, sprautumótunarvélakerfið þarf ekki vökvaolíuvegastýringu, sem er þekkt sem full rafmagns innspýtingsmótunarvél. Sprautumótunarvélin þarf ekki of mikinn eldsneytistank og leiðslu, lækkar rekstrar- og viðhaldskostnaður, og verða hreinni. Auðvitað, kostnaður við rafmagnssprautumótunarvél er verulega hærri en hefðbundin vökvavél, nota servó, bílstjóri, hár nákvæmni skynjari og svo framvegis, samanborið við mikla nákvæmni fullunnar vörur. Samkvæmt tölfræði, orkutapið sem stafar af vökvasprautumótunarvélinni er allt að 36% ~ 68% [8], full rafmagns innspýtingsmótunarvél með lágum hávaða, lítil orkunotkun, samanborið við hefðbundna sprautumótunarvél getur það sparað 50% ~ 70% orku [9]. Auðvitað, full rafmagns innspýtingsmótunarvélin er notuð fyrir litla og meðalstóra deyjalæsingu, í þörf fyrir mjög langan tíma til að loka mótinu og mjög háum deyjalæsingarþrýstingsvinnslu, eða þarf vökva innspýtingarmótunarvél, ekki er skipt um fullt rafmagn.
Notkun tíðniskiptastýribúnaðar
Uppfærðu sprautumótunarvélina í “orkusparandi” innspýtingarmótunarvél, fjárfestingu þess (aðallega tíðnibreytir) ætti að endurheimta [10] með því að spara rafmagn eða olíukostnað innan eins árs. Inverterinn fyrir innspýtingarmótunarvél er notaður í sérstöku stjórnborðinu eða í örgjörva tíðnibreytisins, sem getur forðast magndælu innspýtingarmótunarvélina hefur mikla orkunotkun, langur aðgerðahringur, hægur aðgerðarhraði og aðrir gallar. Í inndælingarferli, það eru stig læsingar, lím, fylling, sól, kælingu og opnun móts. Kröfur um þrýsting á þessum stigum eru ekki þær sömu. Svo lengi sem hægt er að opna litla þrýstinginn, sól, lím, kæling og svo framvegis verður meiri þrýstingur, til að tryggja gæði og skilvirkni plasthluta. Innspýting mótun vél í rafskaut hraða er hár, þá er innspýtingarþrýstingurinn mikill, svo í gegnum tíðnibreytirinn
Sprautumótorinn er stilltur til að ná fram orkusparnaði. Almenn innspýting mótun vél tíðni umbreyting orkusparnaður æfa venjulega: verður notað til að stjórna hlutfalli aflmerkis stýriventils, eftir umbreytingarferlið sem

Mynd 1 Skýringarmynd af uppbyggingu og uppsetningu rafsegulhitunarspólunnar (net skýringarmynd)
Í gegnum koltrefjar eða kvars lampa rör á efni rör beint yfirborð ljósgjafa háhita upphitun, frá hitahringnum til efnisrörsins beinan varmaflutning, orkusparandi áhrif eru betri.
Orkusparandi tæki til þurrkunarefnistunnu
Plast þurrkari (einnig þekkt sem bakstur fötu) er nauðsynlegur jaðarbúnaður í sprautumótun, sem gegnir mikilvægu hlutverki við að koma á stöðugleika í sprautumótun og yfirborðsgæði plasthluta. Vinnulag hefðbundins plastþurrkara: heita loftinu í innri hitunarröri viftuþurrkans er blásið inn í keiluskálina, með efri og neðri sigti og yfirborð tunnunnar sem upphitunarvír í þurrkara fötunni
Undir aðgerðum aðdáandans sem blæs, vindurinn blæs inn í efnistunnu til að ná tilgangi þurrkunar. Hefðbundinn þurrkari hefur engan greindan skynjara, getur ekki verið greindur.
Stjórna þurru loftmagni, er stöðug loftrúmmálsaðgerð, meiri orkunotkun, lágt hitaorkubreytingarhlutfall, alvarleg orkusóun og önnur fyrirbæri.
Til þess að bæta orkusparnað upprunalegu bökunartunnunnar, stjórnhluti bökunartunnunnar er meðhöndlaður sérstaklega á skynsamlegan hátt, og uppbygging annarra bökunartunna helst óbreytt. Stafræna hitastýringin sjálfvirka servókerfið, í grundvallaratriðum samsett úr tölvuforritum, getur bætt upp kraftinum sem þarf fyrir stöðugt hitastig í samræmi við stillt hitastig efnistunnustýringarinnar, til að stjórna hitastigi á skynsamlegan hátt, loftmagn og hitaorku, og ná fram orkusparandi áhrifum stöðugrar hitaupphitunar á þurrkefni. Orkusparnaðaráhrif á milli 40% ~ 60%, einföld uppsetning, ekkert aukalega eftir villuleit.200 kg afl í ofntunnu 3.3 kW.h einni klukkustund fyrir úrbætur,
Eftir endurbæturnar, það er 1.5 kW.h, grunnorkusparnaðarhlutfallið er 54%, og hægt er að endurheimta kostnaðinn inn 6 til 10 mánuðum. Eins og sýnt er á mynd Mynd 22. Fyrsta af orkusparnaðarreglunni er að stilla kraftinn sjálfkrafa, gefa samsvarandi kraft í samræmi við þurrkstig efnisins, viðhalda hitastigi sem þurrkunarefnið krefst og koma á stöðugu hitastigi til að draga úr úrgangi. Í öðru lagi, loftmagnið er sjálfkrafa stillt, rauntímamæling á hitaþurrki plasts, í gegnum kerfið stjórna sjálfkrafa stærð tuyere, til að minnka hitatapið. Í þriðja lagi, útrýma hugsanlegri öryggisáhættu, þegar hitastigið nær ákveðnu marki, kerfið mun sjálfkrafa slökkva á aflgjafanum, gegna hlutverki í öryggisvernd.
Umsókn um sjóngreiningarbúnað
Sprautumótunarvél sparar raforku á sama tíma, búa til hæfar vörur, vernda mold er mikilvægur hlekkur í sprautumótun orkusparnaðar. Á undanförnum árum, snjöll notkunartilfelli hafa verið ígrædd í sprautumótunarvélar, sem hefur átt góðan þátt í að bæta gæði vöru, vernda mót og annan búnað. Kynntu vélsjónskynjunarbúnað, CCD (Hleðslutengt tæki) myndflaga, í gegnum
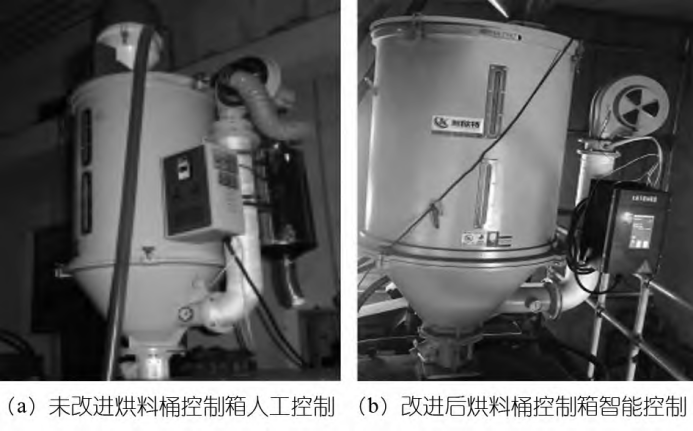
Mynd 2 Skýringarmynd fyrir og eftir endurbætur á þurrkunarstýriboxinu (vefkort)
CCD getur umbreytt sjónmyndinni í snjallt myndvinnslu- og ákvarðanatökukerfi fyrir stafræna merkjasendingu, og stjórna í raun hvort sjónmyndin sé rétt eða ekki. Það er að setja upp nokkrar iðnaðarmyndavélar í plastvélinni og myglastað eða linsu með sjónbúnaði til að skipta um mannsauga til að ljúka mælingu, skoðun, leiðsögn, auðkenningu og aðrar aðgerðir, að draga úr vinnu, draga úr vinnuafli, bryggjuupplýsingar greindur smíði og annað [16]. Almennt er hægt að setja upp sex CCD myndavélar.
Sem mikilvægur mótunarbúnaður í vinnslu plasthluta, innspýting mótun hefur bein áhrif á gæði plasthluta. Það er mikilvægt hlutfall í sprautumótunarvinnslu. Að fylgjast með notkun og viðhaldi móta og lengja endingartíma móta, það er mikilvægt málefni orkusparnaðar, minnkun losunar, kostnaðarlækkun og skilvirkniaukning í sprautumótunariðnaði. Mótvörnin er hentugur fyrir sprautumótunarvél í rauntíma eftirliti, uppgötvun og eftirlit, með því að nota vélsjón rauntíma vinnsluvinnslu, greindur eftirlitssprautumótunarvél, greina slæmt, stuttur eða vara fljúgandi brún, eftirlit með mold renna á sínum stað, innbyggður, mold hola yfirborð aðskotahluti og mold endurstilla, klístur mót, lit, lokað, vara af, osfrv. Í gegnum þetta eftirlit, við getum forðast mygluskemmdir og stöðvað framleiðslu, og stytta framleiðsluferilinn. Þegar slæmar vörur eða stutt skot eiga sér stað, kerfið getur einnig minnt rekstraraðilann á tímanlega. Auðvitað, notkun myndflaga auk þess að fylgjast með myglunni, en einnig auka virknina, sérstaklega samhæft við snjallt stjórnkerfi sprautumótunarvélarinnar [17], en einnig sem eftirlit með gæðum vöru, auðkenning og óvönduð flokkun, til að draga úr handvirkri skoðun á þreytu vöru af völdum rangrar matar og rangrar matar vöru.
Það er greint frá því að gert sé ráð fyrir að plastframleiðsla og -brennsla eigi sér stað í 2019
Meira en 850 milljón t CO 2 jafngildi, jafngildir losun frá 189 500 MW kolaorkuver. Sérfræðingar áætla að alþjóðleg plastframleiðsla og -brennsla muni losa 56 milljarða tonna koltvísýringsígilda héðan í frá 2050, fulltrúi 10 til 13 prósent af heildar kolefnisfjárveitingu sem getur verið “eytt” um miðja öldina miðað við núverandi skuldbindingar um minnkun losunar. Í lok aldarinnar, plasttengd losun gæti verið helmingur [18] af heildar kolefnisfjárveitingu. Af þessum gögnum, kolefnislosun sprautumótunariðnaðarins er enn mjög mikil, í framtíðinni Það er langt í land með að draga úr losun. Á sama tíma, við þurfum að draga úr losun og beita nýrri orku með tækniframförum. Vegna þess að IC bakkinn er léttur, sprautumótunariðnaðurinn er mikilvæg leið til að draga úr losun með því að spara raforku, stjórna vörugæðum og framleiða hæfari vörur. Framkvæmd orkusparnaðar og minnkunar á losun, kostnaðarlækkun og hagræðingaraukning er undirstaða þess að gera sér grein fyrir “tvöfalt kolefni” mark. Auk þess, “skynsamleg framleiðsla” ætti að nota til að draga úr kolefni, og veita orkugjafa fyrir snjalla framleiðsluuppfærslu og græna umbreytingu. Röð aðgerða verður hrint í framkvæmd til að draga úr losun og gera lítið til að draga úr alþjóðlegum gróðurhúsaáhrifum.
Ef þú hefur einhverjar spurningar um sprautuvél ,plz ekki hika við að spyrja FLYSE lið (whatsapp:+86 18958305290),við munum veita þér bestu þjónustu!
Blogg
Kannski líkar þér líka
Afrit ©2013 | Kína Ningbo Flyse Plastic Machinery Co., Ltd. | Veftré
Þjónusta
Flyse láta draumana fljúga!
Skannaðu það, Talaðu til betri vegar
