Китай Ниска цена доставчик на машини за леене под налягане














")
")

















































Подобряване на енергоспестяването на машината за леене под налягане
февруари 16, 2023
Машина за леене под налягане е основното формовъчно оборудване за производство на термопластмаса (термореактивни) пластмаси в различни форми на пластмасови продукти. В производствената индустрия, една от многото машини за леене под налягане е огромна, а експлоатационният живот като цяло е около 20 години. Според съответните литературни доклади, въглеродните емисии на пластмасови продукти в развит град в южен Китай представляват относителната стойност на производствената индустрия, и отчитане на индустриалната добавена стойност 3.25% от стойността на производствената продукция, и отчита консумацията на енергия 10.62% на потреблението на енергия в производствената индустрия. Въглеродните емисии на производството на пластмасови продукти в 2010 беше 3.294 милиона тона [1]. Може да се види, че машината за леене под налягане е оборудване с висока консумация на енергия. Колкото по-висока е консумацията на енергия, относителната въглеродна емисия също е пропорционална. През септември 22,2020, Президентът Си Дзинпин
Ангажимент за Китай пред света по време на общия дебат на 75-ата сесия на Общото събрание на ООН
Емисиите на въглероден диоксид се стремят да достигнат своя връх 2030, и се стремим към постигане на въглеродна неутралност (на “двоен въглерод” мишена) от 2060. Изправен пред целта на “двоен въглерод”, подобряването на енергоспестяването на машината за леене под налягане е наложителен начин.
Анализ на потреблението на енергия на машина за леене под налягане
Чрез процеса на леене под налягане, разтопеният полимерен разтворител се инжектира в кухината на формата. След като полимерният разтворител се втвърди, кухината на формата се отваря и пластмасовите части се изтласкват навън. Специфично действие: преместете инжекционната седалка напред към охлаждане под налягане на впръскване (предпластични), държача за инжектиране обратно, за да преместите покрива на горната матрица за нулиране. Чрез този анализ на процеса, машината за леене под налягане трябва да има работна мощност, полимера и отоплителната система, а именно силовата част и нагревателната част, и двете се нуждаят от електрическа енергия за поддържане. В консумацията на електроенергия на традиционната хидравлична машина за леене под налягане, хидравличната маслена помпа заема консумацията на енергия
Повече от 80% [2], друг материал цилиндър отопление електричество, кофа за печене отопление електричество отчетено 15%, електрическа контролна електроенергия и друга отчетена електроенергия 5% [3]. За да се реализира енергоспестяването и ниските въглеродни емисии на машината за леене под налягане, необходимо е да се намали консумацията на енергия на хидравличната маслена помпа, което също осигурява нов начин за подобряване на мощността на машината за леене под налягане. По същото време, също така е необходимо да се намали мощността на нагряване на цилиндъра за материал и кофата за печене, и т.н.. Чрез тези подобрения, консумацията на енергия на машината за леене под налягане е сведена до минимум, доколкото е възможно.
Подобряване на машината за леене под налягане
В момента, машината за леене под налягане има приложение на серво система (включително пълно електрическо управление), и промишлеността постепенно извършва поддръжката на нагревателния пръстен и бункера за сушене [4]. Ползите от спестяването на енергия са големи, но и мярка за намаляване на емисиите. Огромното пространство на пластмасовата индустрия доведе до бързото развитие на машината за леене под налягане (включително екструдер) индустрия, и стимулира развитието и развитието на енергоспестяващо отоплително устройство, енергоспестяващо отоплително устройство като пластмасова машина. Много поддържащи производители на енергоспестяващи продукти увеличиха силата на националното оформление.
Приложение на системата за сервоуправление
В традиционната машина за леене под налягане, обикновено се използва устройство за хидравлична трансмисия, той се състои главно от маслена помпа, хидравличен контролен клапан, електромагнитен пропорционален вентил за налягане, електромагнитен пропорционален вентил на потока, разнообразие от маслен цилиндър с различно действие, двигател на маслената помпа и други аксесоари за течност под налягане и тръба представляват [5]. Система за задвижване на машината за леене под налягане - традиционните характеристики на хидравличния контрол са традиционната хидравлична маслена помпа на машината за леене под налягане, използваща количествена помпа чрез работа на честотата на мощността, масло с по-високо налягане през преливния клапан, висока температура на маслото, висок шум, изтичане на хидравлично масло, високи потребителски разходи за електроенергия, честа поддръжка и други недостатъци. По късно, променливата помпа се използва за управление. Променливата помпа може да спести малко електроенергия в сравнение с количествената помпа, но недостатъците на количествената помпа не могат да бъдат избегнати [6]. Използване на о-хидравличен контрол на смесването (серво помпа), това е, машина за леене под налягане със серво енергоспестяваща помпа. Главно конфигуриран серво мотор, ротационно кодиране, високо прецизен сензор за налягане и така нататък. Време на сервопомпата за обратна връзка за откриване на налягането в хидравличната система и потока, своевременно чрез промяна на скоростта и въртящия момент на синхронния серво мотор, за да регулирате съответно налягането и потока, накрая поддържат налягането на цялата система, стабилен, точен, бързо задаване на налягане и поток, динамична реакция, висока прецизност, нисък шум, най-важното е да спестите много електроенергия. В сравнение с традиционната количествена помпа и системата с променлива помпа, избраната мощност на двигателя на машината за леене под налягане със същия тонаж е много по-малка, и пространството за инсталиране подобрява цялостната степен на машината за леене под налягане. Практиката е доказала, че схемата за управление на електро-течното смесване може да спести 60% на конвенционалната система за количествено налягане на маслото на помпата при определени условия.
Приложение на изцяло електрическо управление
Машината за леене под налягане приема пълен електрически контрол, всички действия разчитат на изпълнението на електрическия задвижващ механизъм, системата на машината за леене под налягане не се нуждае от управление на пътя с хидравлично масло, която е известна като пълна електрическа машина за леене под налягане. Машината за леене под налягане не се нуждае от твърде много резервоар за гориво и тръбопровод, разходите за експлоатация и поддръжка са намалени, и станете по-чисти. Разбира се, цената на изцяло електрическата машина за леене под налягане е значително по-висока от тази на традиционната хидравлична машина, използвайки серво, шофьор, високо прецизен сензор и така нататък, в сравнение с високата точност на готовите продукти. Според статистиката, загубата на енергия, причинена от хидравличната машина за леене под налягане, е до 36%~68% [8], напълно електрическата машина за леене под налягане работи с нисък шум, ниска консумация на енергия, в сравнение с традиционната машина за леене под налягане може да спести 50%~70% енергия [9]. Разбира се, пълната електрическа машина за леене под налягане се използва за малки и средни тонажи за заключване на матрици, в необходимостта от много дълго време за затваряне на формата и обработка с много високо налягане при заключване на матрицата, или се нуждаете от хидравлична машина за леене под налягане, пълното ел. не е сменяно.
Приложение на устройството за регулиране на честотното преобразуване
Надстройте машината за леене под налягане до “пестене на енергия” машина за леене под налягане, неговата инвестиция (основно честотен преобразувател) трябва да се възстанови [10] чрез спестяване на разходи за електроенергия или масло в рамките на една година. Инверторът на машината за леене под налягане се използва в специалната контролна платка или в процесора на честотния преобразувател, което може да избегне количествената помпа за леене под налягане, има голяма консумация на енергия, дълъг цикъл на действие, бавна скорост на действие и други дефекти. В процеса на инжектиране, има етапи на заключване, лепило, пълнеж, сол, охлаждаща и отваряща се форма. Изискванията за налягане в тези етапи не са еднакви. Докато малкото налягане може да се отвори, сол, лепило, охлаждане и така нататък ще бъде по-голямо налягане, за гарантиране на качеството и ефективността на пластмасовите части. Машината за леене под налягане в скоростта на електрода е висока, тогава налягането при леене под налягане е голямо, така чрез честотния преобразувател
Моторът за леене под налягане е регулиран за постигане на икономия на енергия. Общата инжекционна машина за преобразуване на честотата спестява енергия обикновено се практикува: ще се използва за контролиране на пропорцията на сигнала за мощност на регулиращия вентил, след процеса на преобразуване като

Фигура 1 Схематична схема на структурата и монтажа на електромагнитната нагревателна намотка (мрежова диаграма)
Чрез тръба от въглеродни влакна или кварцова лампа върху материалната тръба директен повърхностен източник на светлина високотемпературно нагряване, от топлинния пръстен към материалната тръба директен пренос на топлина, енергоспестяващият ефект е по-добър.
Енергоспестяващо устройство за варел за сушене на материал
Пластмасов сушилник (известен също като кофа за печене) е основно периферно оборудване при леене под налягане, който играе важна роля в стабилизирането на шприцването и качеството на повърхността на пластмасовите части. Принципът на работа на традиционната пластмасова сушилня: горещият въздух от вътрешната нагревателна тръба на вентилаторната сушилня се издухва във вътрешността на конусния бункер, с горното и долното сито и повърхността на бункера като нагревателна тел в кофата на сушилнята
Под действието на духането на вентилатора, вятърът духа в цевта на материала, за да постигне целта на сушене. Традиционната сушилня няма интелигентен сензор за откриване, не може да бъде интелигентен.
Контролирайте обема на сухия въздух, е работа с постоянен обем въздух, повече консумация на енергия, нисък коефициент на преобразуване на топлинна енергия, сериозни загуби на енергия и други явления.
За да се подобри енергоспестяването на оригиналния варел за печене, контролната част на цевта за печене е специално обработена интелигентно, и структурата на други бъчви за печене остава непроменена. Цифровата серво автоматична система за интелигентно управление на температурата, основно се състои от компютърни програми, може да компенсира необходимата мощност за постоянна температура според зададената температура на контролера на цилиндъра за материал, така че да контролирате интелигентно температурата, обем на въздуха и мощност на отопление, и постигане на енергоспестяващ ефект от постоянното температурно нагряване на сушещия материал. Енергоспестяващ ефект между 40%~60%, проста инсталация, без допълнителна поддръжка след отстраняване на грешки.200 кг мощност на варела на пещта 3.3 kW.h един час преди подобрение,
След подобрението, то е 1.5 kW.h, основната степен на пестене на енергия е 54%, и разходите могат да бъдат възстановени в 6 да се 10 месеца. Както е показано на фигура Фигура 22. Първият от неговите принципи за пестене на енергия е автоматично регулиране на мощността, дайте съвпадаща мощност според степента на изсъхване на материала, поддържайте температурата, изисквана от материала за сушене, и стабилизирайте постоянната температура, за да намалите отпадъците. Второ, обемът на въздуха се регулира автоматично, измерване в реално време на температурната сухота на пластмаса, чрез системата автоматично контролира размера на фурмата, така че да се намалят топлинните загуби. Трето, премахване на потенциални рискове за безопасността, когато температурата достигне определена степен, системата автоматично ще прекъсне захранването, играят роля в защитата на безопасността.
Приложение на оборудване за визуално откриване
Машината за леене под налягане спестява електрическа енергия в същото време, правят квалифицирани продукти, защитата на матрицата е важна връзка от спестяването на енергия при леене под налягане. В последните години, интелигентните случаи на приложение са трансплантирани към приложения на машини за леене под налягане, което изигра добра роля за подобряване на качеството на продукта, защита на форми и друго оборудване. Въвеждане на оборудване за откриване на машинно зрение, CCD (Устройство със зарядна връзка) сензор за изображения, през
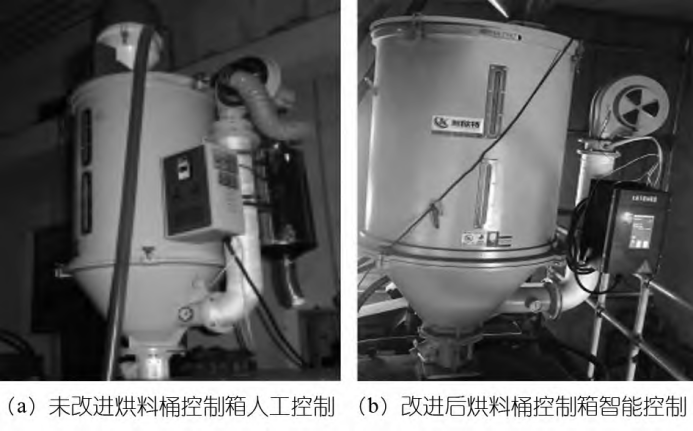
Фигура 2 Схематична диаграма преди и след подобрението на контролната кутия на сушилния варел (карта на сайта)
CCD може да трансформира оптичното изображение в интелигентна система за обработка на изображения и вземане на решения за предаване на цифров сигнал, и ефективно контролира дали оптичното изображение е правилно или не. Това е да инсталирате няколко промишлени камери в пластмасовата машина и място за формоване или леща с визуално оборудване, за да замените човешкото око, за да завършите измерването, проверка, напътствие, идентификация и други функции, за намаляване на труда, намаляване на интензивността на труда, докинг информация интелигентна конструкция и други [16]. По принцип могат да бъдат инсталирани шест CCD камери.
Като важно оборудване за формоване при обработката на пластмасови части, леенето под налягане пряко влияе върху качеството на пластмасовите части. Той заема важна част при обработката на леене под налягане. Обръщане на внимание на използването и поддръжката на формите и удължаване на експлоатационния живот на формите, това е важен въпрос за пестене на енергия, намаляване на емисиите, намаляване на разходите и повишаване на ефективността в индустрията за леене под налягане. Протекторът за мухъл е подходящ за наблюдение на работата на машината за шприцване в реално време, откриване и контрол, използване на обработка на операции в реално време с машинно зрение, интелигентна машина за леене под налягане, открий лошо, къс или летящ ръб на продукта, наблюдение на плъзгача на мухъл на място, вградени, чуждо тяло на повърхността на кухината на матрицата и нулиране на матрицата, лепкава плесен, цвят, затворен, продукт изключен, и т.н.. Чрез този мониторинг, можем да избегнем щетите от смачкване на мухъл и да спрем производството, и съкращаване на производствения цикъл. Когато се появят лоши продукти или къси снимки, системата може също да напомни на оператора навреме. Разбира се, прилагането на сензор за изображение в допълнение към наблюдението на формата, но и разширяване на функцията, особено съвместим с интелигентната система за управление на машината за леене под налягане [17], но и като контрол на качеството на продукта, идентификация и неквалифицирана класификация, за да се намали ръчната проверка на умората на продукта, причинена от погрешна преценка на продукта и погрешна преценка.
tagСъобщено е, че се очаква производството и изгарянето на пластмаса да се случи в 2019
Повече от 850 милиона тона CO 2 еквивалентен, еквивалентни на емисии от 189 500 MW въглищни електроцентрали. Експерти изчисляват, че глобалното производство и изгаряне на пластмаса ще отдели емисии 56 милиарда тона еквивалент на въглероден диоксид от сега до 2050, представляващ 10 да се 13 процент от общия въглероден бюджет, който може да бъде “изразходвани” до средата на века въз основа на настоящите ангажименти за намаляване на емисиите. До края на века, емисиите, свързани с пластмасата, биха могли да представляват половината [18] от общия въглероден бюджет. От тези данни, въглеродните емисии от индустрията за леене под налягане все още са много големи, в бъдеще. Трябва да се извърви дълъг път за намаляване на емисиите. По същото време, трябва да намалим емисиите и да приложим нова енергия чрез технологичния прогрес. В момента, индустрията за леене под налягане е важен начин за намаляване на емисиите чрез спестяване на електроенергия, контролиране на качеството на продукта и производство на по-качествени продукти. Прилагане на енергоспестяване и намаляване на емисиите, намаляването на разходите и повишаването на ефективността е в основата на реализирането на “двоен въглерод” цел. В допълнение, “интелигентно производство” трябва да се използва за намаляване на въглерода, и осигурява източник на енергия за интелигентно надграждане на производството и зелена трансформация. Ще бъдат приложени поредица от мерки за намаляване на емисиите и малко за смекчаване на глобалния парников ефект.
Ако имате въпроси относно инжекционна машина ,моля, не се колебайте да питате Екип на FLYSE (whatsapp:+86 18958305290),ние ще ви предоставим най-доброто обслужване!
Блог
Може би и вие харесвате
Копиране ©2013 | Китай Ningbo Flyse Plastic Machinery Co., ltd. | Карта на сайта
Обслужване
Flyse Накарайте мечтите си да летят!
Сканирайте го, Говорете за по-добро
