ਚੀਨ ਘੱਟ ਲਾਗਤ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਸਪਲਾਇਰ














")
")

















































ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਊਰਜਾ ਬਚਾਉਣ ਵਿੱਚ ਸੁਧਾਰ
ਫਰਵਰੀ 16, 2023
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਥਰਮੋਪਲਾਸਟਿਕ ਬਣਾਉਣ ਲਈ ਮੁੱਖ ਮੋਲਡਿੰਗ ਉਪਕਰਣ ਹੈ (ਥਰਮੋਸੈਟਿੰਗ) ਪਲਾਸਟਿਕ ਉਤਪਾਦਾਂ ਦੇ ਵੱਖ ਵੱਖ ਆਕਾਰਾਂ ਵਿੱਚ ਪਲਾਸਟਿਕ. ਨਿਰਮਾਣ ਉਦਯੋਗ ਵਿੱਚ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨਾਂ ਦੀ ਗਿਣਤੀ ਵਿੱਚੋਂ ਇੱਕ ਵੱਡੀ ਹੈ, ਅਤੇ ਸੇਵਾ ਜੀਵਨ ਆਮ ਤੌਰ 'ਤੇ ਹੈ 20 ਸਾਲ. ਸੰਬੰਧਿਤ ਸਾਹਿਤ ਦੀਆਂ ਰਿਪੋਰਟਾਂ ਦੇ ਅਨੁਸਾਰ, ਦੱਖਣੀ ਚੀਨ ਦੇ ਇੱਕ ਵਿਕਸਤ ਸ਼ਹਿਰ ਵਿੱਚ ਪਲਾਸਟਿਕ ਉਤਪਾਦਾਂ ਦਾ ਕਾਰਬਨ ਨਿਕਾਸ ਨਿਰਮਾਣ ਉਦਯੋਗ ਦੇ ਅਨੁਸਾਰੀ ਮੁੱਲ ਲਈ ਜ਼ਿੰਮੇਵਾਰ ਹੈ, ਅਤੇ ਉਦਯੋਗਿਕ ਜੋੜਿਆ ਮੁੱਲ ਲਈ ਲੇਖਾ 3.25% ਨਿਰਮਾਣ ਆਉਟਪੁੱਟ ਮੁੱਲ ਦਾ, ਅਤੇ ਪਾਵਰ ਊਰਜਾ ਦੀ ਖਪਤ ਲਈ ਜ਼ਿੰਮੇਵਾਰ ਹੈ 10.62% ਨਿਰਮਾਣ ਉਦਯੋਗ ਦੀ ਊਰਜਾ ਦੀ ਖਪਤ ਦਾ. ਵਿਚ ਪਲਾਸਟਿਕ ਉਤਪਾਦ ਉਦਯੋਗ ਦੀ ਕਾਰਬਨ ਨਿਕਾਸੀ 2010 ਸੀ 3.294 ਮਿਲੀਅਨ ਟੀ [1]. ਇਹ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਇੱਕ ਉੱਚ ਊਰਜਾ ਦੀ ਖਪਤ ਵਾਲਾ ਉਪਕਰਣ ਹੈ. ਊਰਜਾ ਦੀ ਖਪਤ ਜਿੰਨੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗੀ, ਸਾਪੇਖਿਕ ਕਾਰਬਨ ਨਿਕਾਸੀ ਵੀ ਅਨੁਪਾਤਕ ਹੈ. ਸਤੰਬਰ ਨੂੰ 22,2020, ਰਾਸ਼ਟਰਪਤੀ ਸ਼ੀ ਜਿਨਪਿੰਗ
ਸੰਯੁਕਤ ਰਾਸ਼ਟਰ ਜਨਰਲ ਅਸੈਂਬਲੀ ਦੇ 75ਵੇਂ ਸੈਸ਼ਨ ਦੀ ਆਮ ਬਹਿਸ ਵਿੱਚ ਦੁਨੀਆ ਪ੍ਰਤੀ ਚੀਨ ਪ੍ਰਤੀ ਵਚਨਬੱਧਤਾ
ਕਾਰਬਨ ਡਾਈਆਕਸਾਈਡ ਦਾ ਨਿਕਾਸ ਸਿਖਰ 'ਤੇ ਪਹੁੰਚਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰਦਾ ਹੈ 2030, ਅਤੇ ਕਾਰਬਨ ਨਿਰਪੱਖਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ (ਦੀ “ਡਬਲ ਕਾਰਬਨ” ਟੀਚਾ) ਨਾਲ 2060. ਦੇ ਟੀਚੇ ਦਾ ਸਾਹਮਣਾ ਕਰਨਾ “ਡਬਲ ਕਾਰਬਨ”, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦਾ ਊਰਜਾ-ਬਚਤ ਸੁਧਾਰ ਇੱਕ ਜ਼ਰੂਰੀ ਤਰੀਕਾ ਹੈ.
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਊਰਜਾ ਦੀ ਖਪਤ ਦਾ ਵਿਸ਼ਲੇਸ਼ਣ
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ, ਪਿਘਲੇ ਹੋਏ ਪੋਲੀਮਰ ਘੋਲਨ ਵਾਲੇ ਨੂੰ ਮੋਲਡ ਕੈਵਿਟੀ ਵਿੱਚ ਇੰਜੈਕਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਪੋਲੀਮਰ ਘੋਲਨ ਵਾਲਾ ਠੀਕ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਮੋਲਡ ਕੈਵਿਟੀ ਨੂੰ ਖੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਬਾਹਰ ਧੱਕ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ. ਖਾਸ ਕਾਰਵਾਈ: ਇੰਜੈਕਸ਼ਨ ਸੀਟ ਨੂੰ ਇੰਜੈਕਸ਼ਨ ਪ੍ਰੈਸ਼ਰ ਕੂਲਿੰਗ ਵੱਲ ਅੱਗੇ ਵਧਾਓ (preplastic), ਚੋਟੀ ਦੇ ਰੀਸੈਟ ਮੋਲਡ ਦੀ ਛੱਤ ਨੂੰ ਮੂਵ ਕਰਨ ਲਈ ਟੀਕੇ ਧਾਰਕ ਨੂੰ ਵਾਪਸ ਕਰੋ. ਇਸ ਪ੍ਰਕਿਰਿਆ ਦੇ ਵਿਸ਼ਲੇਸ਼ਣ ਦੁਆਰਾ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਓਪਰੇਟਿੰਗ ਪਾਵਰ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਪੋਲੀਮਰ ਅਤੇ ਹੀਟਿੰਗ ਸਿਸਟਮ, ਅਰਥਾਤ ਪਾਵਰ ਹਿੱਸਾ ਅਤੇ ਹੀਟਿੰਗ ਹਿੱਸਾ, ਦੋਵਾਂ ਨੂੰ ਸਮਰਥਨ ਦੇਣ ਲਈ ਇਲੈਕਟ੍ਰਿਕ ਊਰਜਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ. ਰਵਾਇਤੀ ਹਾਈਡ੍ਰੌਲਿਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਬਿਜਲੀ ਦੀ ਖਪਤ ਵਿੱਚ, ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ ਪੰਪ ਬਿਜਲੀ ਦੀ ਖਪਤ 'ਤੇ ਕਬਜ਼ਾ ਕਰਦਾ ਹੈ
ਇਸ ਤੋਂ ਵੱਧ 80% [2], ਹੋਰ ਸਮੱਗਰੀ ਸਿਲੰਡਰ ਹੀਟਿੰਗ ਬਿਜਲੀ, ਬੇਕਿੰਗ ਬਾਲਟੀ ਹੀਟਿੰਗ ਬਿਜਲੀ ਲਈ ਲੇਖਾ 15%, ਇਲੈਕਟ੍ਰੀਕਲ ਕੰਟਰੋਲ ਬਿਜਲੀ ਅਤੇ ਹੋਰ ਬਿਜਲੀ ਲਈ ਲੇਖਾ 5% [3]. ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਊਰਜਾ ਬਚਾਉਣ ਅਤੇ ਘੱਟ ਕਾਰਬਨ ਦਾ ਅਹਿਸਾਸ ਕਰਨ ਲਈ, ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ ਪੰਪ ਦੀ ਬਿਜਲੀ ਦੀ ਖਪਤ ਨੂੰ ਘਟਾਉਣ ਲਈ ਇਹ ਜ਼ਰੂਰੀ ਹੈ, ਜੋ ਕਿ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਪਾਵਰ ਸੁਧਾਰ ਲਈ ਇੱਕ ਨਵਾਂ ਤਰੀਕਾ ਵੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ. ਇੱਕੋ ਹੀ ਸਮੇਂ ਵਿੱਚ, ਸਮੱਗਰੀ ਸਿਲੰਡਰ ਅਤੇ ਬੇਕਿੰਗ ਬਾਲਟੀ ਦੀ ਹੀਟਿੰਗ ਪਾਵਰ ਨੂੰ ਘਟਾਉਣਾ ਵੀ ਜ਼ਰੂਰੀ ਹੈ, ਆਦਿ. ਇਹਨਾਂ ਸੁਧਾਰਾਂ ਰਾਹੀਂ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਬਿਜਲੀ ਦੀ ਖਪਤ ਨੂੰ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਘੱਟ ਤੋਂ ਘੱਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦਾ ਸੁਧਾਰ
ਕਿਉਂਕਿ IC ਟਰੇ ਦਾ ਭਾਰ ਹਲਕਾ ਹੁੰਦਾ ਹੈ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਵਿੱਚ ਸਰਵੋ ਸਿਸਟਮ ਦੀ ਵਰਤੋਂ ਹੁੰਦੀ ਹੈ (ਕੁਝ ਪੂਰੇ ਇਲੈਕਟ੍ਰਿਕ ਕੰਟਰੋਲ ਸਮੇਤ), ਅਤੇ ਉਦਯੋਗ ਹੌਲੀ-ਹੌਲੀ ਹੀਟਿੰਗ ਰਿੰਗ ਅਤੇ ਸੁਕਾਉਣ ਵਾਲੇ ਹੌਪਰ ਨੂੰ ਸਪੋਰਟ ਕਰ ਰਿਹਾ ਹੈ [4]. ਊਰਜਾ ਬਚਾਉਣ ਦੇ ਲਾਭ ਇੱਕ ਵੱਡੀ ਮਾਤਰਾ ਹੈ, ਪਰ ਇਹ ਵੀ ਨਿਕਾਸ ਨੂੰ ਘਟਾਉਣ ਲਈ ਇੱਕ ਉਪਾਅ ਹੈ. ਪਲਾਸਟਿਕ ਉਦਯੋਗ ਦੀ ਵਿਸ਼ਾਲ ਥਾਂ ਨੇ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਤੇਜ਼ ਵਿਕਾਸ ਨੂੰ ਚਲਾਇਆ ਹੈ (ਐਕਸਟਰੂਡਰ ਸਮੇਤ) ਉਦਯੋਗ, ਅਤੇ ਊਰਜਾ-ਬਚਤ ਹੀਟਿੰਗ ਯੰਤਰ ਦੇ ਵਿਕਾਸ ਅਤੇ ਵਿਕਾਸ ਨੂੰ ਚਲਾਇਆ, ਪਲਾਸਟਿਕ ਮਸ਼ੀਨਰੀ ਦੇ ਤੌਰ 'ਤੇ ਊਰਜਾ-ਬਚਤ ਹੀਟਿੰਗ ਜੰਤਰ. ਊਰਜਾ-ਬਚਤ ਉਤਪਾਦਾਂ ਦੇ ਬਹੁਤ ਸਾਰੇ ਸਹਾਇਕ ਨਿਰਮਾਤਾਵਾਂ ਨੇ ਰਾਸ਼ਟਰੀ ਖਾਕੇ ਦੀ ਤਾਕਤ ਨੂੰ ਵਧਾ ਦਿੱਤਾ ਹੈ.
ਸਰਵੋ-ਕੰਟਰੋਲ ਸਿਸਟਮ ਦੀ ਵਰਤੋਂ
ਰਵਾਇਤੀ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਵਿੱਚ, ਆਮ ਤੌਰ 'ਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਡਿਵਾਈਸ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਤੇਲ ਪੰਪ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ, ਹਾਈਡ੍ਰੌਲਿਕ ਕੰਟਰੋਲ ਵਾਲਵ, ਦਬਾਅ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਅਨੁਪਾਤਕ ਵਾਲਵ, ਪ੍ਰਵਾਹ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਅਨੁਪਾਤਕ ਵਾਲਵ, ਵੱਖ ਵੱਖ ਐਕਸ਼ਨ ਤੇਲ ਸਿਲੰਡਰ ਦੀ ਇੱਕ ਕਿਸਮ, ਤੇਲ ਪੰਪ ਮੋਟਰ ਅਤੇ ਹੋਰ ਤਰਲ ਦਬਾਅ ਉਪਕਰਣ ਅਤੇ ਪਾਈਪ ਬਣਦੇ ਹਨ [5]. ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਡਰਾਈਵ ਸਿਸਟਮ-ਰਵਾਇਤੀ ਹਾਈਡ੍ਰੌਲਿਕ ਨਿਯੰਤਰਣ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਪਾਵਰ ਫ੍ਰੀਕੁਐਂਸੀ ਓਪਰੇਸ਼ਨ ਦੁਆਰਾ ਮਾਤਰਾਤਮਕ ਪੰਪ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਰਵਾਇਤੀ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ ਪੰਪ ਹੈ, ਓਵਰਫਲੋ ਵਾਲਵ ਦੁਆਰਾ ਉੱਚ ਦਬਾਅ ਦਾ ਤੇਲ, ਉੱਚ ਤੇਲ ਦਾ ਤਾਪਮਾਨ, ਉੱਚ ਸ਼ੋਰ, ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ ਲੀਕੇਜ, ਉੱਚ ਉਪਭੋਗਤਾ ਬਿਜਲੀ ਦੀ ਲਾਗਤ, ਵਾਰ-ਵਾਰ ਰੱਖ-ਰਖਾਅ ਅਤੇ ਹੋਰ ਨੁਕਸਾਨ. ਬਾਅਦ ਵਿੱਚ, ਵੇਰੀਏਬਲ ਪੰਪ ਕੰਟਰੋਲ ਲਈ ਵਰਤਿਆ ਗਿਆ ਹੈ. ਵੇਰੀਏਬਲ ਪੰਪ ਮਾਤਰਾਤਮਕ ਪੰਪ ਦੇ ਮੁਕਾਬਲੇ ਕੁਝ ਬਿਜਲੀ ਬਚਾ ਸਕਦਾ ਹੈ, ਪਰ ਮਾਤਰਾਤਮਕ ਪੰਪ ਦੇ ਨੁਕਸਾਨ ਤੋਂ ਬਚਿਆ ਨਹੀਂ ਜਾ ਸਕਦਾ [6]. ਓ-ਹਾਈਡ੍ਰੌਲਿਕ ਮਿਕਸਿੰਗ ਨਿਯੰਤਰਣ ਦੀ ਵਰਤੋਂ ਕਰਨਾ (ਸਰਵੋ ਪੰਪ), ਜੋ ਕਿ ਹੈ, ਸਰਵੋ ਊਰਜਾ ਬਚਤ ਪੰਪ ਕਿਸਮ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ. ਮੁੱਖ ਤੌਰ 'ਤੇ ਸਰਵੋ ਮੋਟਰ ਦੀ ਸੰਰਚਨਾ ਕੀਤੀ ਗਈ, ਰੋਟਰੀ ਕੋਡਿੰਗ, ਉੱਚ ਸਟੀਕਸ਼ਨ ਪ੍ਰੈਸ਼ਰ ਸੈਂਸਰ ਅਤੇ ਹੋਰ. ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ ਪ੍ਰੈਸ਼ਰ ਅਤੇ ਪ੍ਰਵਾਹ ਖੋਜ ਫੀਡਬੈਕ ਦਾ ਸਰਵੋ ਪੰਪ ਸਮਾਂ, ਦਬਾਅ ਅਤੇ ਵਹਾਅ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਲਈ ਸਰਵੋ ਸਮਕਾਲੀ ਮੋਟਰ ਸਪੀਡ ਅਤੇ ਟਾਰਕ ਨੂੰ ਬਦਲ ਕੇ ਸਮੇਂ ਸਿਰ, ਅੰਤ ਵਿੱਚ ਪੂਰੇ ਸਿਸਟਮ ਦੇ ਦਬਾਅ ਨੂੰ ਬਣਾਈ ਰੱਖੋ, ਸਥਿਰ, ਸਹੀ, ਦਬਾਅ ਅਤੇ ਵਹਾਅ ਨੂੰ ਸੈੱਟ ਕਰਨ ਲਈ ਤੇਜ਼, ਗਤੀਸ਼ੀਲ ਜਵਾਬ, ਉੱਚ ਸ਼ੁੱਧਤਾ, ਘੱਟ ਰੌਲਾ, ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਹੈ ਬਹੁਤ ਸਾਰੀ ਬਿਜਲੀ ਬਚਾਉਣਾ. ਪਰੰਪਰਾਗਤ ਮਾਤਰਾਤਮਕ ਪੰਪ ਅਤੇ ਵੇਰੀਏਬਲ ਪੰਪ ਪ੍ਰਣਾਲੀ ਦੇ ਨਾਲ ਤੁਲਨਾ ਕੀਤੀ ਗਈ, ਉਸੇ ਟਨੇਜ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਚੁਣੀ ਹੋਈ ਮੋਟਰ ਪਾਵਰ ਬਹੁਤ ਛੋਟੀ ਹੈ, ਅਤੇ ਇੰਸਟਾਲੇਸ਼ਨ ਸਪੇਸ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਸਮੁੱਚੇ ਗ੍ਰੇਡ ਨੂੰ ਸੁਧਾਰਦੀ ਹੈ. ਅਭਿਆਸ ਨੇ ਸਾਬਤ ਕੀਤਾ ਹੈ ਕਿ ਇਲੈਕਟ੍ਰੋ-ਤਰਲ ਮਿਸ਼ਰਣ ਨਿਯੰਤਰਣ ਯੋਜਨਾ ਬਚਾ ਸਕਦੀ ਹੈ 60% ਕੁਝ ਸ਼ਰਤਾਂ ਅਧੀਨ ਪਰੰਪਰਾਗਤ ਮਾਤਰਾਤਮਕ ਪੰਪ ਤੇਲ ਦਬਾਅ ਪ੍ਰਣਾਲੀ ਦਾ.
ਪੂਰੀ ਤਰ੍ਹਾਂ ਇਲੈਕਟ੍ਰਿਕ ਕੰਟਰੋਲ ਦੀ ਵਰਤੋਂ
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਪੂਰੇ ਇਲੈਕਟ੍ਰਿਕ ਨਿਯੰਤਰਣ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਸਾਰੀਆਂ ਕਾਰਵਾਈਆਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਇਲੈਕਟ੍ਰਿਕ ਐਕਟੁਏਟਰ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਸਿਸਟਮ ਨੂੰ ਹਾਈਡ੍ਰੌਲਿਕ ਆਇਲ ਰੋਡ ਕੰਟਰੋਲ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ, ਜਿਸ ਨੂੰ ਪੂਰੀ ਇਲੈਕਟ੍ਰਿਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ. ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਬਹੁਤ ਜ਼ਿਆਦਾ ਫਿਊਲ ਟੈਂਕ ਅਤੇ ਪਾਈਪਲਾਈਨ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ, ਸੰਚਾਲਨ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਦੇ ਖਰਚੇ ਘਟੇ ਹਨ, ਅਤੇ ਸਾਫ਼ ਬਣੋ. ਜ਼ਰੂਰ, ਆਲ-ਇਲੈਕਟ੍ਰਿਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਕੀਮਤ ਰਵਾਇਤੀ ਹਾਈਡ੍ਰੌਲਿਕ ਮਸ਼ੀਨ ਨਾਲੋਂ ਕਾਫ਼ੀ ਜ਼ਿਆਦਾ ਹੈ, ਸਰਵੋ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਡਰਾਈਵਰ, ਉੱਚ ਸਟੀਕਸ਼ਨ ਸੈਂਸਰ ਅਤੇ ਹੋਰ, ਤਿਆਰ ਉਤਪਾਦਾਂ ਦੀ ਉੱਚ ਸ਼ੁੱਧਤਾ ਦੇ ਮੁਕਾਬਲੇ. ਅੰਕੜਿਆਂ ਅਨੁਸਾਰ, ਹਾਈਡ੍ਰੌਲਿਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੁਆਰਾ ਊਰਜਾ ਦਾ ਨੁਕਸਾਨ 36% ~ 68% ਤੱਕ ਵੱਧ ਹੈ [8], ਪੂਰੀ ਇਲੈਕਟ੍ਰਿਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਘੱਟ ਸ਼ੋਰ ਨਾਲ ਚੱਲ ਰਹੀ ਹੈ, ਘੱਟ ਊਰਜਾ ਦੀ ਖਪਤ, ਰਵਾਇਤੀ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਮੁਕਾਬਲੇ 50% ~ 70% ਊਰਜਾ ਬਚਾ ਸਕਦੀ ਹੈ [9]. ਜ਼ਰੂਰ, ਪੂਰੀ ਇਲੈਕਟ੍ਰਿਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਛੋਟੇ ਅਤੇ ਮੱਧਮ ਆਕਾਰ ਦੇ ਡਾਈ ਲਾਕਿੰਗ ਟਨੇਜ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਉੱਲੀ ਨੂੰ ਬੰਦ ਕਰਨ ਲਈ ਬਹੁਤ ਲੰਬੇ ਸਮੇਂ ਦੀ ਲੋੜ ਹੈ ਅਤੇ ਬਹੁਤ ਉੱਚ ਡਾਈ ਲਾਕਿੰਗ ਪ੍ਰੈਸ਼ਰ ਪ੍ਰੋਸੈਸਿੰਗ, ਜਾਂ ਹਾਈਡ੍ਰੌਲਿਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਲੋੜ ਹੈ, ਪੂਰੀ ਇਲੈਕਟ੍ਰਿਕ ਨੂੰ ਬਦਲਿਆ ਨਹੀਂ ਗਿਆ ਹੈ.
ਬਾਰੰਬਾਰਤਾ ਪਰਿਵਰਤਨ ਨਿਯੰਤ੍ਰਿਤ ਉਪਕਰਣ ਦੀ ਵਰਤੋਂ
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਅਪਗ੍ਰੇਡ ਕਰੋ “ਊਰਜਾ ਦੀ ਬਚਤ” ਟੀਕਾ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ, ਇਸ ਦਾ ਨਿਵੇਸ਼ (ਮੁੱਖ ਤੌਰ 'ਤੇ ਬਾਰੰਬਾਰਤਾ ਕਨਵਰਟਰ) ਵਸੂਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ [10] ਇੱਕ ਸਾਲ ਦੇ ਅੰਦਰ ਬਿਜਲੀ ਜਾਂ ਤੇਲ ਦੀ ਲਾਗਤ ਬਚਾਉਣ ਦੁਆਰਾ. ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਇਨਵਰਟਰ ਵਿਸ਼ੇਸ਼ ਕੰਟਰੋਲ ਬੋਰਡ ਜਾਂ ਬਾਰੰਬਾਰਤਾ ਕਨਵਰਟਰ ਦੇ CPU ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਜੋ ਕਿ ਮਾਤਰਾਤਮਕ ਪੰਪ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਤੋਂ ਬਚ ਸਕਦਾ ਹੈ ਵੱਡੀ ਊਰਜਾ ਦੀ ਖਪਤ ਹੈ, ਲੰਬੀ ਕਾਰਵਾਈ ਚੱਕਰ, ਹੌਲੀ ਕਾਰਵਾਈ ਦੀ ਗਤੀ ਅਤੇ ਹੋਰ ਨੁਕਸ. ਟੀਕੇ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਤਾਲਾਬੰਦੀ ਦੇ ਪੜਾਅ ਹਨ, ਗੂੰਦ, ਭਰਨਾ, sol, ਕੂਲਿੰਗ ਅਤੇ ਓਪਨਿੰਗ ਮੋਲਡ. ਇਹਨਾਂ ਪੜਾਵਾਂ ਵਿੱਚ ਦਬਾਅ ਦੀਆਂ ਲੋੜਾਂ ਇੱਕੋ ਜਿਹੀਆਂ ਨਹੀਂ ਹਨ. ਜਿੰਨਾ ਚਿਰ ਛੋਟਾ ਦਬਾਅ ਖੋਲ੍ਹਿਆ ਜਾ ਸਕਦਾ ਹੈ, sol, ਗੂੰਦ, ਕੂਲਿੰਗ ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਦਾ ਵੱਡਾ ਦਬਾਅ ਹੋਵੇਗਾ, ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸੇ ਦੀ ਗੁਣਵੱਤਾ ਅਤੇ ਕੁਸ਼ਲਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ. ਇਲੈਕਟਰੋਡ ਵਿੱਚ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਗਤੀ ਵੱਧ ਹੈ, ਫਿਰ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦਾ ਦਬਾਅ ਵੱਡਾ ਹੁੰਦਾ ਹੈ, ਇਸ ਲਈ ਬਾਰੰਬਾਰਤਾ ਕਨਵਰਟਰ ਦੁਆਰਾ
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮੋਟਰ ਨੂੰ ਊਰਜਾ ਦੀ ਬਚਤ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਐਡਜਸਟ ਕੀਤਾ ਗਿਆ ਹੈ. ਜਨਰਲ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਬਾਰੰਬਾਰਤਾ ਪਰਿਵਰਤਨ ਊਰਜਾ ਬੱਚਤ ਆਮ ਤੌਰ 'ਤੇ ਅਭਿਆਸ ਕਰਦੀ ਹੈ: ਰੈਗੂਲੇਟਿੰਗ ਵਾਲਵ ਪਾਵਰ ਸਿਗਨਲ ਦੇ ਅਨੁਪਾਤ ਨੂੰ ਕੰਟਰੋਲ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਵੇਗਾ, ਪਰਿਵਰਤਨ ਪ੍ਰਕਿਰਿਆ ਦੇ ਬਾਅਦ

ਚਿੱਤਰ 1 ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਹੀਟਿੰਗ ਕੋਇਲ ਦੀ ਬਣਤਰ ਅਤੇ ਸਥਾਪਨਾ ਦਾ ਯੋਜਨਾਬੱਧ ਚਿੱਤਰ (ਨੈੱਟਵਰਕ ਚਿੱਤਰ)
ਸਮੱਗਰੀ ਟਿਊਬ 'ਤੇ ਕਾਰਬਨ ਫਾਈਬਰ ਜਾਂ ਕੁਆਰਟਜ਼ ਲੈਂਪ ਟਿਊਬ ਰਾਹੀਂ ਸਿੱਧੀ ਸਤਹ ਪ੍ਰਕਾਸ਼ ਸਰੋਤ ਉੱਚ ਤਾਪਮਾਨ ਹੀਟਿੰਗ, ਹੀਟ ਰਿੰਗ ਤੋਂ ਲੈ ਕੇ ਮੈਟੀਰੀਅਲ ਟਿਊਬ ਤੱਕ ਸਿੱਧੀ ਹੀਟ ਟ੍ਰਾਂਸਫਰ, ਊਰਜਾ ਬਚਾਉਣ ਪ੍ਰਭਾਵ ਬਿਹਤਰ ਹੈ.
ਸੁਕਾਉਣ ਵਾਲੀ ਸਮੱਗਰੀ ਬੈਰਲ ਊਰਜਾ ਬਚਾਉਣ ਵਾਲਾ ਯੰਤਰ
ਪਲਾਸਟਿਕ ਡ੍ਰਾਇਅਰ (ਬੇਕਿੰਗ ਬਾਲਟੀ ਵਜੋਂ ਵੀ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ) ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਵਿੱਚ ਇੱਕ ਜ਼ਰੂਰੀ ਪੈਰੀਫਿਰਲ ਉਪਕਰਣ ਹੈ, ਜੋ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਅਤੇ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਸਥਿਰ ਕਰਨ ਵਿੱਚ ਮਹੱਤਵਪੂਰਨ ਭੂਮਿਕਾ ਨਿਭਾਉਂਦਾ ਹੈ. ਰਵਾਇਤੀ ਪਲਾਸਟਿਕ ਡ੍ਰਾਇਅਰ ਦਾ ਕੰਮ ਕਰਨ ਦਾ ਸਿਧਾਂਤ: ਪੱਖੇ ਦੇ ਡ੍ਰਾਇਰ ਦੀ ਅੰਦਰੂਨੀ ਹੀਟਿੰਗ ਪਾਈਪ ਦੀ ਗਰਮ ਹਵਾ ਕੋਨ ਹੌਪਰ ਦੇ ਅੰਦਰੋਂ ਉੱਡ ਜਾਂਦੀ ਹੈ, ਉੱਪਰੀ ਅਤੇ ਹੇਠਲੇ ਸਿਈਵੀ ਨਾਲ ਅਤੇ ਹੌਪਰ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਡ੍ਰਾਇਰ ਬਾਲਟੀ ਵਿੱਚ ਹੀਟਿੰਗ ਤਾਰ ਦੇ ਰੂਪ ਵਿੱਚ
ਪੱਖਾ ਉਡਾਉਣ ਦੀ ਕਾਰਵਾਈ ਦੇ ਤਹਿਤ, ਹਵਾ ਸੁਕਾਉਣ ਦੇ ਉਦੇਸ਼ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਸਮੱਗਰੀ ਬੈਰਲ ਵਿੱਚ ਵਗਦੀ ਹੈ। ਪਰੰਪਰਾਗਤ ਡ੍ਰਾਇਅਰ ਵਿੱਚ ਕੋਈ ਬੁੱਧੀਮਾਨ ਖੋਜ ਸੰਵੇਦਕ ਨਹੀਂ ਹੈ, ਬੁੱਧੀਮਾਨ ਨਹੀਂ ਹੋ ਸਕਦਾ.
ਖੁਸ਼ਕ ਹਵਾ ਦੀ ਮਾਤਰਾ ਨੂੰ ਕੰਟਰੋਲ ਕਰੋ, ਲਗਾਤਾਰ ਹਵਾ ਵਾਲੀਅਮ ਕਾਰਵਾਈ ਹੈ, ਵੱਧ ਬਿਜਲੀ ਦੀ ਖਪਤ, ਘੱਟ ਥਰਮਲ ਊਰਜਾ ਪਰਿਵਰਤਨ ਦਰ, ਗੰਭੀਰ ਊਰਜਾ ਦੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਅਤੇ ਹੋਰ ਵਰਤਾਰੇ.
ਅਸਲ ਬੇਕਿੰਗ ਬੈਰਲ ਦੀ ਊਰਜਾ ਬਚਾਉਣ ਵਿੱਚ ਸੁਧਾਰ ਕਰਨ ਲਈ, ਬੇਕਿੰਗ ਬੈਰਲ ਦੇ ਨਿਯੰਤਰਣ ਵਾਲੇ ਹਿੱਸੇ ਦਾ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਸਮਝਦਾਰੀ ਨਾਲ ਇਲਾਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹੋਰ ਬੇਕਿੰਗ ਬੈਰਲਾਂ ਦੀ ਬਣਤਰ ਬਦਲੀ ਨਹੀਂ ਰਹਿੰਦੀ. ਡਿਜੀਟਲ ਤਾਪਮਾਨ ਬੁੱਧੀਮਾਨ ਕੰਟਰੋਲ ਸਰਵੋ ਆਟੋਮੈਟਿਕ ਸਿਸਟਮ, ਅਸਲ ਵਿੱਚ ਕੰਪਿਊਟਰ ਪ੍ਰੋਗਰਾਮਾਂ ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ, ਸਮੱਗਰੀ ਬੈਰਲ ਕੰਟਰੋਲਰ ਦੇ ਸੈੱਟ ਤਾਪਮਾਨ ਦੇ ਅਨੁਸਾਰ ਨਿਰੰਤਰ ਤਾਪਮਾਨ ਲਈ ਲੋੜੀਂਦੀ ਸ਼ਕਤੀ ਦੀ ਮੁਆਵਜ਼ਾ ਦੇ ਸਕਦਾ ਹੈ, ਤਾਂ ਜੋ ਸਮਝਦਾਰੀ ਨਾਲ ਤਾਪਮਾਨ ਨੂੰ ਕੰਟਰੋਲ ਕੀਤਾ ਜਾ ਸਕੇ, ਹਵਾ ਦੀ ਮਾਤਰਾ ਅਤੇ ਹੀਟਿੰਗ ਪਾਵਰ, ਅਤੇ ਸੁਕਾਉਣ ਵਾਲੀ ਸਮੱਗਰੀ ਦੇ ਨਿਰੰਤਰ ਤਾਪਮਾਨ ਨੂੰ ਗਰਮ ਕਰਨ ਦੇ ਊਰਜਾ ਬਚਾਉਣ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰੋ. 40% ~ 60% ਦੇ ਵਿਚਕਾਰ ਊਰਜਾ ਬਚਾਉਣ ਪ੍ਰਭਾਵ, ਸਧਾਰਨ ਇੰਸਟਾਲੇਸ਼ਨ, ਡੀਬਗਿੰਗ ਮੇਨਟੇਨੈਂਸ ਤੋਂ ਬਾਅਦ ਕੋਈ ਵਾਧੂ ਨਹੀਂ। 200 ਕਿਲੋ ਓਵਨ ਬੈਰਲ ਪਾਵਰ 3.3 kW.h ਸੁਧਾਰ ਤੋਂ ਇੱਕ ਘੰਟਾ ਪਹਿਲਾਂ,
ਸੁਧਾਰ ਤੋਂ ਬਾਅਦ, ਇਹ ਹੈ 1.5 kW.h, ਬੁਨਿਆਦੀ ਬਿਜਲੀ ਦੀ ਬਚਤ ਦਰ ਹੈ 54%, ਅਤੇ ਲਾਗਤ ਵਿੱਚ ਵਸੂਲੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ 6 ਨੂੰ 10 ਮਹੀਨੇ. ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ ਚਿੱਤਰ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ 22. ਇਸ ਦੇ ਊਰਜਾ ਬਚਾਉਣ ਦੇ ਸਿਧਾਂਤ ਦਾ ਪਹਿਲਾ ਆਪਣੇ ਆਪ ਪਾਵਰ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨਾ ਹੈ, ਸਮੱਗਰੀ ਦੀ ਸੁਕਾਉਣ ਦੀ ਡਿਗਰੀ ਦੇ ਅਨੁਸਾਰ ਮੇਲ ਖਾਂਦੀ ਸ਼ਕਤੀ ਦਿਓ, ਸੁਕਾਉਣ ਵਾਲੀ ਸਮੱਗਰੀ ਦੁਆਰਾ ਲੋੜੀਂਦੇ ਤਾਪਮਾਨ ਨੂੰ ਬਣਾਈ ਰੱਖੋ ਅਤੇ ਕੂੜੇ ਨੂੰ ਘਟਾਉਣ ਲਈ ਨਿਰੰਤਰ ਤਾਪਮਾਨ ਨੂੰ ਸਥਿਰ ਕਰੋ. ਦੂਜਾ, ਹਵਾ ਦੀ ਮਾਤਰਾ ਆਪਣੇ ਆਪ ਐਡਜਸਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਪਲਾਸਟਿਕ ਦੇ ਤਾਪਮਾਨ ਦੀ ਖੁਸ਼ਕੀ ਦਾ ਅਸਲ-ਸਮੇਂ ਦਾ ਮਾਪ, ਸਿਸਟਮ ਦੁਆਰਾ ਆਪਣੇ ਆਪ ਹੀ tuyere ਦੇ ਆਕਾਰ ਨੂੰ ਕੰਟਰੋਲ, ਤਾਂ ਜੋ ਗਰਮੀ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਘੱਟ ਕੀਤਾ ਜਾ ਸਕੇ. ਤੀਜਾ, ਸੰਭਾਵੀ ਸੁਰੱਖਿਆ ਜੋਖਮਾਂ ਨੂੰ ਖਤਮ ਕਰਨਾ, ਜਦੋਂ ਤਾਪਮਾਨ ਇੱਕ ਹੱਦ ਤੱਕ ਪਹੁੰਚ ਜਾਂਦਾ ਹੈ, ਸਿਸਟਮ ਆਪਣੇ ਆਪ ਬਿਜਲੀ ਸਪਲਾਈ ਨੂੰ ਕੱਟ ਦੇਵੇਗਾ, ਸੁਰੱਖਿਆ ਸੁਰੱਖਿਆ ਵਿੱਚ ਇੱਕ ਭੂਮਿਕਾ ਨਿਭਾਓ.
ਵਿਜ਼ੂਅਲ ਖੋਜ ਉਪਕਰਣ ਐਪਲੀਕੇਸ਼ਨ
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਉਸੇ ਸਮੇਂ ਬਿਜਲੀ ਊਰਜਾ ਬਚਾਉਂਦੀ ਹੈ, ਯੋਗ ਉਤਪਾਦ ਬਣਾਓ, ਮੋਲਡ ਦੀ ਰੱਖਿਆ ਕਰਨਾ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਊਰਜਾ ਬਚਾਉਣ ਦਾ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਲਿੰਕ ਹੈ. ਪਿਛਲੇ ਕੁੱਝ ਸਾਲਾ ਵਿੱਚ, ਬੁੱਧੀਮਾਨ ਐਪਲੀਕੇਸ਼ਨ ਕੇਸਾਂ ਨੂੰ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਟ੍ਰਾਂਸਪਲਾਂਟ ਕੀਤਾ ਗਿਆ ਹੈ, ਜਿਸ ਨੇ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਸੁਧਾਰਨ ਵਿੱਚ ਚੰਗੀ ਭੂਮਿਕਾ ਨਿਭਾਈ ਹੈ, ਮੋਲਡ ਅਤੇ ਹੋਰ ਉਪਕਰਣਾਂ ਦੀ ਰੱਖਿਆ ਕਰਨਾ. ਮਸ਼ੀਨ ਵਿਜ਼ਨ ਡਿਟੈਕਸ਼ਨ ਉਪਕਰਣ ਪੇਸ਼ ਕਰੋ, CCD (ਚਾਰਜ-ਕਪਲਡ ਡਿਵਾਈਸ) ਚਿੱਤਰ ਸੂਚਕ, ਦੁਆਰਾ
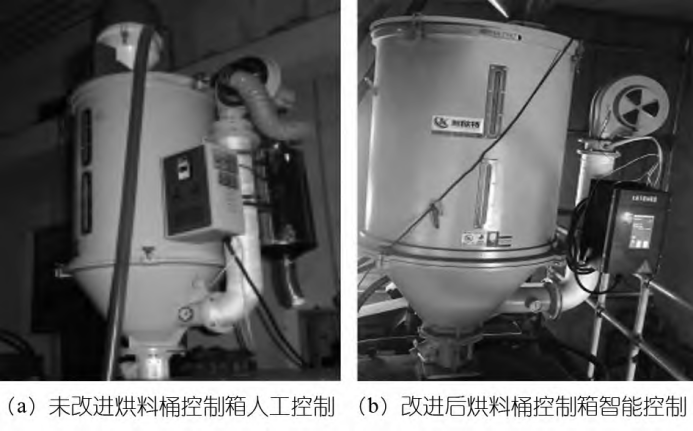
ਚਿੱਤਰ 2 ਸੁਕਾਉਣ ਵਾਲੇ ਬੈਰਲ ਕੰਟਰੋਲ ਬਾਕਸ ਦੇ ਸੁਧਾਰ ਤੋਂ ਪਹਿਲਾਂ ਅਤੇ ਬਾਅਦ ਵਿੱਚ ਯੋਜਨਾਬੱਧ ਚਿੱਤਰ (ਸਾਈਟ ਦਾ ਨਕਸ਼ਾ)
CCD ਡਿਜੀਟਲ ਸਿਗਨਲ ਪ੍ਰਸਾਰਣ ਲਈ ਆਪਟੀਕਲ ਚਿੱਤਰ ਨੂੰ ਇੱਕ ਬੁੱਧੀਮਾਨ ਚਿੱਤਰ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਫੈਸਲੇ ਲੈਣ ਦੀ ਪ੍ਰਣਾਲੀ ਵਿੱਚ ਬਦਲ ਸਕਦਾ ਹੈ, ਅਤੇ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਕੰਟਰੋਲ ਕਰੋ ਕਿ ਕੀ ਆਪਟੀਕਲ ਚਿੱਤਰ ਸਹੀ ਹੈ ਜਾਂ ਨਹੀਂ. ਇਹ ਮਾਪ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਮਨੁੱਖੀ ਅੱਖ ਨੂੰ ਬਦਲਣ ਲਈ ਪਲਾਸਟਿਕ ਮਸ਼ੀਨ ਅਤੇ ਮੋਲਡ ਪਲੇਸ ਜਾਂ ਵਿਜ਼ੂਅਲ ਉਪਕਰਣ ਦੇ ਨਾਲ ਲੈਂਜ਼ ਵਿੱਚ ਕਈ ਉਦਯੋਗਿਕ ਕੈਮਰੇ ਲਗਾਉਣਾ ਹੈ, ਨਿਰੀਖਣ, ਮਾਰਗਦਰਸ਼ਨ, ਪਛਾਣ ਅਤੇ ਹੋਰ ਫੰਕਸ਼ਨ, ਮਜ਼ਦੂਰੀ ਨੂੰ ਘਟਾਉਣ ਲਈ, ਮਜ਼ਦੂਰੀ ਦੀ ਤੀਬਰਤਾ ਨੂੰ ਘਟਾਓ, ਡੌਕਿੰਗ ਜਾਣਕਾਰੀ ਬੁੱਧੀਮਾਨ ਉਸਾਰੀ ਅਤੇ ਹੋਰ [16]. ਛੇ CCD ਕੈਮਰੇ ਆਮ ਤੌਰ 'ਤੇ ਲਗਾਏ ਜਾ ਸਕਦੇ ਹਨ.
ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਮੋਲਡਿੰਗ ਉਪਕਰਣ ਵਜੋਂ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ. ਇਹ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਅਨੁਪਾਤ ਰੱਖਦਾ ਹੈ. ਮੋਲਡਾਂ ਦੀ ਵਰਤੋਂ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਵੱਲ ਧਿਆਨ ਦੇਣਾ ਅਤੇ ਮੋਲਡਾਂ ਦੀ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਵਧਾਉਣਾ, ਇਹ ਊਰਜਾ ਬਚਾਉਣ ਦਾ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਮੁੱਦਾ ਹੈ, ਨਿਕਾਸ ਵਿੱਚ ਕਮੀ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਉਦਯੋਗ ਵਿੱਚ ਲਾਗਤ ਵਿੱਚ ਕਮੀ ਅਤੇ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਵਾਧਾ. ਮੋਲਡ ਪ੍ਰੋਟੈਕਟਰ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਓਪਰੇਸ਼ਨ ਰੀਅਲ-ਟਾਈਮ ਨਿਗਰਾਨੀ ਲਈ ਢੁਕਵਾਂ ਹੈ, ਖੋਜ ਅਤੇ ਨਿਯੰਤਰਣ, ਮਸ਼ੀਨ ਵਿਜ਼ਨ ਰੀਅਲ-ਟਾਈਮ ਓਪਰੇਸ਼ਨ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਬੁੱਧੀਮਾਨ ਨਿਗਰਾਨੀ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ, ਬੁਰਾ ਦਾ ਪਤਾ ਲਗਾਓ, ਛੋਟਾ ਜ ਉਤਪਾਦ ਫਲਾਇੰਗ ਕਿਨਾਰੇ, ਥਾਂ 'ਤੇ ਮੋਲਡ ਸਲਾਈਡਰ ਦੀ ਨਿਗਰਾਨੀ, ਏਮਬੇਡ ਕੀਤਾ, ਉੱਲੀ ਖੋਲ ਸਤਹ ਵਿਦੇਸ਼ੀ ਸਰੀਰ ਅਤੇ ਉੱਲੀ ਰੀਸੈਟ, ਸਟਿੱਕੀ ਉੱਲੀ, ਰੰਗ, ਬੰਦ, ਉਤਪਾਦ ਬੰਦ, ਆਦਿ. ਇਸ ਨਿਗਰਾਨੀ ਦੇ ਜ਼ਰੀਏ, ਅਸੀਂ ਉੱਲੀ ਨੂੰ ਕੁਚਲਣ ਵਾਲੇ ਨੁਕਸਾਨ ਤੋਂ ਬਚ ਸਕਦੇ ਹਾਂ ਅਤੇ ਉਤਪਾਦਨ ਨੂੰ ਰੋਕ ਸਕਦੇ ਹਾਂ, ਅਤੇ ਉਤਪਾਦਨ ਦੇ ਚੱਕਰ ਨੂੰ ਛੋਟਾ ਕਰੋ. ਜਦੋਂ ਖਰਾਬ ਉਤਪਾਦ ਜਾਂ ਛੋਟੇ ਸ਼ਾਟ ਹੁੰਦੇ ਹਨ, ਸਿਸਟਮ ਆਪਰੇਟਰ ਨੂੰ ਸਮੇਂ ਸਿਰ ਯਾਦ ਕਰਾ ਸਕਦਾ ਹੈ. ਜ਼ਰੂਰ, ਮੋਲਡ ਦੀ ਨਿਗਰਾਨੀ ਕਰਨ ਤੋਂ ਇਲਾਵਾ ਚਿੱਤਰ ਸੰਵੇਦਕ ਦੀ ਵਰਤੋਂ, ਪਰ ਫੰਕਸ਼ਨ ਦਾ ਵਿਸਤਾਰ ਵੀ ਕਰੋ, ਖਾਸ ਤੌਰ 'ਤੇ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਬੁੱਧੀਮਾਨ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਦੇ ਅਨੁਕੂਲ [17], ਪਰ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਦੇ ਨਿਯੰਤਰਣ ਵਜੋਂ ਵੀ, ਪਛਾਣ ਅਤੇ ਅਯੋਗ ਵਰਗੀਕਰਨ, ਉਤਪਾਦ ਦੀ ਗਲਤਫਹਿਮੀ ਅਤੇ ਗਲਤ ਫੈਂਸਲੇ ਦੇ ਕਾਰਨ ਉਤਪਾਦ ਦੀ ਥਕਾਵਟ ਦੇ ਦਸਤੀ ਨਿਰੀਖਣ ਨੂੰ ਘਟਾਉਣ ਲਈ.
ਇਹ ਦੱਸਿਆ ਗਿਆ ਹੈ ਕਿ ਪਲਾਸਟਿਕ ਦਾ ਉਤਪਾਦਨ ਅਤੇ ਭੜਕਾਉਣ ਦੀ ਸੰਭਾਵਨਾ ਹੈ 2019
ਇਸ ਤੋਂ ਵੱਧ 850 ਮਿਲੀਅਨ ਟੀ CO 2 ਬਰਾਬਰ, ਤੋਂ ਨਿਕਾਸ ਦੇ ਬਰਾਬਰ 189 500 ਮੈਗਾਵਾਟ ਕੋਲੇ ਨਾਲ ਚੱਲਣ ਵਾਲੇ ਪਾਵਰ ਪਲਾਂਟ. ਮਾਹਿਰਾਂ ਦਾ ਅੰਦਾਜ਼ਾ ਹੈ ਕਿ ਗਲੋਬਲ ਪਲਾਸਟਿਕ ਦਾ ਉਤਪਾਦਨ ਅਤੇ ਭੜਕਾਉਣ ਦਾ ਨਿਕਾਸ ਹੋਵੇਗਾ 56 ਹੁਣ ਤੋਂ ਹੁਣ ਤੱਕ ਬਿਲੀਅਨ ਟੀ ਕਾਰਬਨ ਡਾਈਆਕਸਾਈਡ ਦੇ ਬਰਾਬਰ 2050, ਦੀ ਨੁਮਾਇੰਦਗੀ 10 ਨੂੰ 13 ਕੁੱਲ ਕਾਰਬਨ ਬਜਟ ਦਾ ਪ੍ਰਤੀਸ਼ਤ ਜੋ ਹੋ ਸਕਦਾ ਹੈ “ਖਰਚ ਕੀਤਾ” ਮੌਜੂਦਾ ਨਿਕਾਸੀ ਘਟਾਉਣ ਦੀਆਂ ਵਚਨਬੱਧਤਾਵਾਂ ਦੇ ਆਧਾਰ 'ਤੇ ਸਦੀ ਦੇ ਮੱਧ ਤੱਕ. ਸਦੀ ਦੇ ਅੰਤ ਤੱਕ, ਪਲਾਸਟਿਕ ਨਾਲ ਸਬੰਧਤ ਨਿਕਾਸ ਅੱਧਾ ਹੋ ਸਕਦਾ ਹੈ [18] ਕੁੱਲ ਕਾਰਬਨ ਬਜਟ ਦਾ. ਇਹਨਾਂ ਅੰਕੜਿਆਂ ਤੋਂ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਉਦਯੋਗ ਦਾ ਕਾਰਬਨ ਨਿਕਾਸੀ ਅਜੇ ਵੀ ਬਹੁਤ ਵੱਡਾ ਹੈ, ਭਵਿੱਖ ਵਿੱਚ ਨਿਕਾਸ ਨੂੰ ਘਟਾਉਣ ਲਈ ਇੱਕ ਲੰਮਾ ਰਸਤਾ ਤੈਅ ਕਰਨਾ ਹੈ. ਇੱਕੋ ਹੀ ਸਮੇਂ ਵਿੱਚ, ਸਾਨੂੰ ਨਿਕਾਸ ਨੂੰ ਘਟਾਉਣ ਅਤੇ ਤਕਨੀਕੀ ਤਰੱਕੀ ਦੁਆਰਾ ਨਵੀਂ ਊਰਜਾ ਨੂੰ ਲਾਗੂ ਕਰਨ ਦੀ ਲੋੜ ਹੈ. ਕਿਉਂਕਿ IC ਟਰੇ ਦਾ ਭਾਰ ਹਲਕਾ ਹੁੰਦਾ ਹੈ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਉਦਯੋਗ ਇਲੈਕਟ੍ਰਿਕ ਊਰਜਾ ਦੀ ਬਚਤ ਕਰਕੇ ਨਿਕਾਸ ਨੂੰ ਘਟਾਉਣ ਦਾ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਤਰੀਕਾ ਹੈ, ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨਾ ਅਤੇ ਵਧੇਰੇ ਯੋਗ ਉਤਪਾਦਾਂ ਦਾ ਉਤਪਾਦਨ ਕਰਨਾ. ਊਰਜਾ ਦੀ ਬੱਚਤ ਅਤੇ ਨਿਕਾਸ ਵਿੱਚ ਕਮੀ ਨੂੰ ਲਾਗੂ ਕਰਨਾ, ਲਾਗਤ ਵਿੱਚ ਕਮੀ ਅਤੇ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਵਾਧਾ ਨੂੰ ਸਾਕਾਰ ਕਰਨ ਦਾ ਆਧਾਰ ਹੈ “ਡਬਲ-ਕਾਰਬਨ” ਟੀਚਾ. ਇਸਦੇ ਇਲਾਵਾ, “ਬੁੱਧੀਮਾਨ ਨਿਰਮਾਣ” ਕਾਰਬਨ ਨੂੰ ਘਟਾਉਣ ਲਈ ਵਰਤਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਬੁੱਧੀਮਾਨ ਨਿਰਮਾਣ ਅੱਪਗਰੇਡ ਅਤੇ ਹਰੇ ਪਰਿਵਰਤਨ ਲਈ ਸਰੋਤ ਸ਼ਕਤੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ. ਨਿਕਾਸ ਨੂੰ ਘਟਾਉਣ ਲਈ ਉਪਾਵਾਂ ਦੀ ਇੱਕ ਲੜੀ ਲਾਗੂ ਕੀਤੀ ਜਾਵੇਗੀ ਅਤੇ ਗਲੋਬਲ ਗ੍ਰੀਨਹਾਉਸ ਪ੍ਰਭਾਵ ਨੂੰ ਘਟਾਉਣ ਲਈ ਬਹੁਤ ਘੱਟ ਕੀਤਾ ਜਾਵੇਗਾ.
ਬਲੌਗ
ਸ਼ਾਇਦ ਤੁਸੀਂ ਵੀ ਪਸੰਦ ਕਰੋ
ਕਾਪੀ©2013 | ਚਾਈਨਾ ਨਿੰਗਬੋ ਫਲਾਈਜ਼ ਪਲਾਸਟਿਕ ਮਸ਼ੀਨਰੀ ਕੰਪਨੀ, ਲਿ. | ਸਾਈਟਮੈਪ
ਸੇਵਾ
Flyse ਆਪਣੇ ਸੁਪਨਿਆਂ ਨੂੰ ਉਡਾਉਣ ਬਣਾਓ!
ਇਸ ਨੂੰ ਸਕੈਨ ਕਰੋ, ਬਿਹਤਰ ਲਈ ਗੱਲ ਕਰੋ
