Provedor de máquinas de moldaxe por inxección de baixo custo en China














")
")

















































Mellora do aforro enerxético da máquina de moldeo por inxección
febreiro 16, 2023
Máquina de moldaxe por inxección é o principal equipo de moldaxe para facer termoplástico (termoestables) plásticos en diversas formas de produtos plásticos. Na industria manufacturera, unha das máquinas de moldaxe por inxección é enorme, e a vida útil é xeralmente sobre 20 anos. Segundo informes bibliográficos relevantes, a emisión de carbono dos produtos plásticos nunha cidade desenvolvida do sur de China representa o valor relativo da industria manufacturera, e a contabilización do valor engadido industrial 3.25% do valor da produción de produción, e o consumo de enerxía eléctrica representa 10.62% do consumo enerxético da industria manufacturera. Emisión de carbono da industria de produtos plásticos 2010 foi 3.294 millóns de t [1]. Pódese ver que a máquina de moldaxe por inxección é un equipo de alto consumo enerxético. Canto maior sexa o consumo de enerxía, a emisión relativa de carbono tamén é proporcional. En setembro 22,2020, Presidente Xi Jinping
Compromiso con China co mundo no debate xeral da 75ª sesión da Asemblea Xeral das Nacións Unidas
As emisións de dióxido de carbono esfórzanse por alcanzar o seu máximo 2030, e esforzarse por acadar a neutralidade en carbono (o “dobre carbono” obxectivo) por 2060. Fronte ao obxectivo de “dobre carbono”, a mellora do aforro de enerxía da máquina de moldaxe por inxección é un xeito imperativo.
Análise do consumo de enerxía da máquina de moldeo por inxección
Polo proceso de moldeo por inxección, o disolvente de polímero fundido inxéctase na cavidade do molde. Despois de que o disolvente de polímero estea curado, ábrese a cavidade do molde e sácanse as pezas de plástico. Acción específica: mover o asento de inxección cara adiante ata o arrefriamento da presión de inxección (preplástico), o soporte de inxección de volta para mover o teito do molde de reinicio superior. A través deste proceso de análise, a máquina de moldaxe por inxección debe ter a potencia operativa, o polímero e o sistema de calefacción, é dicir, a parte de enerxía e a parte de calefacción, ambos os cales necesitan enerxía eléctrica para soportar. No consumo de electricidade da máquina de moldaxe por inxección hidráulica tradicional, a bomba de aceite hidráulico ocupa o consumo de enerxía
Máis que 80% [2], outro material cilindro calefacción electricidade, cubo de cocción calefacción electricidade contabilizada 15%, electricidade de control eléctrico e outra electricidade contabilizada 5% [3]. Co fin de realizar o aforro de enerxía e baixo carbono da máquina de moldaxe por inxección, é necesario reducir o consumo de enerxía da bomba de aceite hidráulico, que tamén proporciona unha nova forma para a mellora da potencia da máquina de moldaxe por inxección. Ó mesmo tempo, tamén é necesario reducir a potencia de calefacción do cilindro de material e do balde de cocción, etc.. A través destas melloras, O consumo de enerxía da máquina de moldaxe por inxección é minimizado na medida do posible.
Mellora da máquina de moldeo por inxección
Agora mesmo, a máquina de moldaxe por inxección ten a aplicación do sistema servo (incluíndo algún control eléctrico completo), e a industria está realizando gradualmente o anel de calefacción e o apoio da tolva de secado [4]. Os beneficios do aforro enerxético son unha gran cantidade, senón tamén unha medida para reducir as emisións. O enorme espazo da industria do plástico impulsou o rápido desenvolvemento da máquina de moldaxe por inxección (incluída a extrusora) industria, e impulsou o desenvolvemento e desenvolvemento de dispositivos de calefacción de aforro de enerxía, dispositivo de calefacción de aforro enerxético como maquinaria de plástico. Moitos fabricantes de produtos de aforro de enerxía aumentaron a forza do esquema nacional.
Aplicación do sistema de servocontrol
Na máquina de moldeo por inxección tradicional, adoita utilizar un dispositivo de transmisión hidráulica, está composto principalmente por bomba de aceite, válvula de control hidráulico, válvula proporcional electromagnética de presión, válvula proporcional electromagnética de caudal, unha variedade de diferentes cilindros de aceite de acción, motor da bomba de aceite e outros accesorios liquidPressure e tubo constitúen [5]. Sistema de accionamento da máquina de moldaxe por inxección: as características tradicionais de control hidráulico son a bomba de aceite hidráulica tradicional da máquina de moldaxe por inxección que usa unha bomba cuantitativa a través da operación de frecuencia de potencia., aceite de maior presión a través da válvula de rebose, alta temperatura do aceite, alto ruído, fuga de aceite hidráulico, alto custo da electricidade para o usuario, mantemento frecuente e outras desvantaxes. Máis tarde, a bomba variable úsase para o control. A bomba variable pode aforrar algo de electricidade en comparación coa bomba cuantitativa, pero non se poden evitar as desvantaxes da bomba cuantitativa [6]. Usando o control de mestura o-hidráulico (bomba servo), é dicir, máquina de moldeo por inxección tipo bomba de aforro de enerxía servo. Servomotor configurado principalmente, codificación rotativa, sensor de presión de alta precisión e así por diante. Tempo de servobomba de presión do sistema hidráulico e feedback de detección de caudal, oportuno cambiando a velocidade e o par do motor síncrono servo para axustar a presión e o fluxo en consecuencia, finalmente manter a presión de todo o sistema, estable, preciso, rápido para establecer presión e caudal, resposta dinámica, alta precisión, baixo ruído, o máis importante é aforrar moita electricidade. En comparación coa bomba cuantitativa tradicional e o sistema de bomba variable, a potencia do motor seleccionado da mesma máquina de moldaxe por inxección é moito menor, e o espazo de instalación mellora a calidade xeral da máquina de moldaxe por inxección. A práctica demostrou que o esquema de control de mestura de electrolíquidos pode aforrar 60% do sistema de presión de aceite de bomba cuantitativa convencional baixo determinadas condicións.
Aplicación de control totalmente eléctrico
A máquina de moldaxe por inxección adopta un control eléctrico total, todas as accións dependen do actuador eléctrico para completar, o sistema da máquina de moldaxe por inxección non precisa de control de estrada de aceite hidráulico, que se coñece como a máquina de moldeo por inxección eléctrica completa. A máquina de moldaxe por inxección non necesita demasiado depósito de combustible e condución, redúcense os custos de operación e mantemento, e vólvese máis limpo. Por suposto, o custo da máquina de moldaxe por inxección totalmente eléctrica é significativamente maior que o da máquina hidráulica tradicional, usando servo, Chofer, sensor de alta precisión e así por diante, en comparación coa alta precisión dos produtos acabados. Segundo as estatísticas, a perda de enerxía causada pola máquina de moldaxe por inxección hidráulica é de 36% ~ 68% [8], a máquina de moldeo por inxección totalmente eléctrica funcionando con baixo ruído, baixo consumo de enerxía, en comparación coa máquina de moldaxe por inxección tradicional pode aforrar un 50% ~ 70% de enerxía [9]. Por suposto, a máquina de moldeo por inxección eléctrica completa utilízase para tonelaxe de bloqueo de troqueles de tamaño pequeno e medio, na necesidade de moito tempo para pechar o molde e un procesamento de presión de bloqueo moi alta da matriz, ou necesita unha máquina de moldeo por inxección hidráulica, a eléctrica completa non se substitúe.
Aplicación do dispositivo regulador de conversión de frecuencia
Actualice a máquina de moldeo por inxección a “aforro de enerxía” máquina de moldaxe por inxección, o seu investimento (principalmente convertidor de frecuencia) debe ser recuperado [10] mediante o aforro de electricidade ou petróleo nun ano. O inversor da máquina de moldaxe por inxección utilízase na placa de control especial ou na CPU do conversor de frecuencia, que pode evitar que a máquina de moldaxe por inxección da bomba cuantitativa teña un gran consumo de enerxía, ciclo de acción longo, velocidade de acción lenta e outros defectos. En proceso de inxección, hai etapas de bloqueo, cola, recheo, sol, arrefriamento e apertura do molde. Os requisitos de presión nestas etapas non son os mesmos. Sempre que se poida abrir a pequena presión, sol, cola, arrefriamento e así por diante será maior presión, para garantir a calidade e a eficiencia das pezas plásticas. Máquina de moldaxe por inxección na velocidade do electrodo é alta, entón a presión de moldaxe por inxección é grande, polo que a través do conversor de frecuencia
O motor de moldaxe por inxección axústase para conseguir un aforro de enerxía. Xeralmente a máquina de moldaxe por inxección de conversión de frecuencia de aforro de enerxía adoita practicar: utilizarase para controlar a proporción do sinal de potencia da válvula reguladora, despois do proceso de conversión como

Figura 1 Diagrama esquemático da estrutura e instalación da bobina de calefacción electromagnética (diagrama de rede)
A través de fibra de carbono ou tubo da lámpada de cuarzo no tubo de material fonte de luz de superficie directa quecemento de alta temperatura, do anel de calor ao tubo de material transferencia directa de calor, o efecto de aforro de enerxía é mellor.
Dispositivo de aforro de enerxía de barril de material de secado
Secador de plástico (tamén coñecido como balde de cocción) é un equipo periférico esencial no moldeado por inxección, que xoga un papel importante na estabilización do moldeado por inxección e da calidade superficial das pezas plásticas. O principio de funcionamento do secador de plástico tradicional: o aire quente do tubo de calefacción interno do secador do ventilador inflárase no interior da tolva cónica, coa peneira superior e inferior e a superficie da tolva como fío de calefacción no cubo da secadora
Baixo a acción do ventilador soprando, o vento sopra no barril de material para lograr o propósito de secar. O secador tradicional non ten sensor de detección intelixente, non pode ser intelixente.
Controla o volume de aire seco, é unha operación de volume de aire constante, máis consumo de enerxía, baixa taxa de conversión de enerxía térmica, graves residuos enerxéticos e outros fenómenos.
Co fin de mellorar o aforro de enerxía do barril de cocción orixinal, a parte de control do barril de cocción é especialmente tratada de forma intelixente, e a estrutura doutros barrís de cocción permanece sen cambios. O sistema automático servo de control intelixente de temperatura dixital, composto basicamente por programas informáticos, pode compensar a potencia necesaria para a temperatura constante segundo a temperatura establecida do controlador de barril de material, para controlar de forma intelixente a temperatura, volume de aire e potencia de calefacción, e conseguir o efecto de aforro de enerxía do quecemento a temperatura constante do material de secado. Efecto de aforro de enerxía entre 40% ~ 60%, instalación sinxela, sen adicional despois da depuraciónmantemento.200 kg de potencia do barril do forno 3.3 kW.h unha hora antes da mellora,
Despois da mellora, é 1.5 kW.h, a taxa básica de aforro de enerxía é 54%, e o custo pode ser recuperado en 6 a 10 meses. Como se mostra na Figura Figura 22. O primeiro do seu principio de aforro de enerxía é axustar automaticamente a potencia, dar o poder de correspondencia segundo o grao de secado do material, manter a temperatura requirida polo material de secado e estabilizar a temperatura constante para reducir os residuos. Segundo, o volume de aire axústase automaticamente, medición en tempo real da temperatura seca do plástico, a través do sistema controla automaticamente o tamaño da toba, para reducir a perda de calor. Terceiro, eliminar os posibles riscos de seguridade, cando a temperatura alcanza un certo punto, o sistema cortará automaticamente a fonte de alimentación, desempeñar un papel na protección da seguridade.
Aplicación de equipos de detección visual
A máquina de moldaxe por inxección aforra enerxía eléctrica ao mesmo tempo, facer produtos cualificados, protexer o molde é un vínculo importante de aforro de enerxía de moldaxe por inxección. En anos recentes, casos de aplicación intelixente transplantáronse a aplicacións de máquinas de moldeo por inxección, que xogou un bo papel na mellora da calidade do produto, protexendo moldes e outros equipos. Introducir equipos de detección de visión artificial, o CCD (Dispositivo acoplado a carga) sensor de imaxe, a través
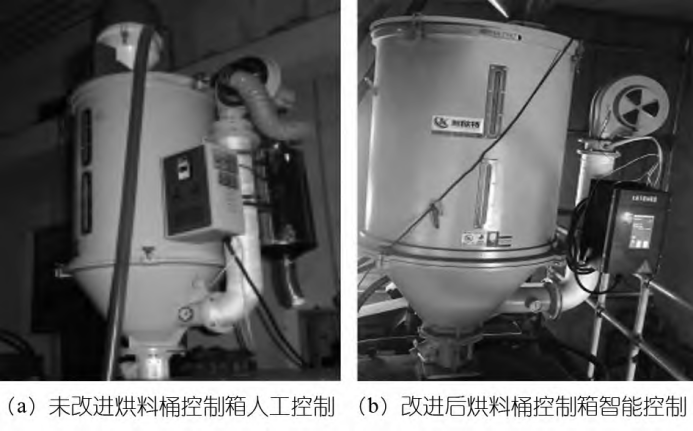
Figura 2 Diagrama esquemático antes e despois da mellora da caixa de control do barril de secado (mapa do sitio)
O CCD pode transformar a imaxe óptica nun sistema intelixente de procesamento de imaxes e toma de decisións para a transmisión de sinal dixital, e controlar eficazmente se a imaxe óptica é correcta ou non. Trátase de instalar varias cámaras industriais na máquina de plástico e o lugar do molde ou a lente con equipo visual para substituír o ollo humano para completar a medición., inspección, orientación, identificación e outras funcións, para reducir a man de obra, reducir a intensidade do traballo, acoplamento de información construción intelixente e outros [16]. En xeral pódense instalar seis cámaras CCD.
Como un importante equipo de moldaxe no procesamento de pezas plásticas, a moldaxe por inxección afecta directamente a calidade das pezas de plástico. Ocupa unha proporción importante no procesamento de moldaxe por inxección. Prestar atención ao uso e mantemento dos moldes e prolongar a vida útil dos moldes, é unha cuestión importante de aforro enerxético, redución de emisións, redución de custos e aumento da eficiencia na industria de moldaxe por inxección. O protector de moldes é axeitado para o seguimento en tempo real do funcionamento da máquina de moldeo por inxección, detección e control, utilizando o procesamento de operacións en tempo real de visión artificial, Máquina de moldeo por inxección de monitorización intelixente, detectar mal, curto ou bordo de voo do produto, control deslizante do molde no seu lugar, incrustado, superficie da cavidade do molde corpo estraño e reinicio do molde, molde pegajoso, cor, pechado, produto apagado, etc.. A través deste seguimento, podemos evitar o dano por trituración do molde e deter a produción, e acurtar o ciclo de produción. Cando se producen malos produtos ou tiros curtos, o sistema tamén pode lembrar ao operador a tempo. Por suposto, a aplicación de sensor de imaxe ademais de supervisar o molde, senón tamén ampliar a función, especialmente compatible co sistema de control intelixente da máquina de moldaxe por inxección [17], senón tamén como control da calidade do produto, identificación e clasificación sen cualificación, co fin de reducir a inspección manual da fatiga do produto causada pola mala valoración e valoración do produto..
tagInfórmase de que se espera que se produza a produción e a incineración de plásticos 2019
Máis que 850 millóns de t CO 2 equivalente, equivalente ás emisións de 189 500 Centrais térmicas de carbón de MW. Os expertos estiman que a produción e a incineración mundial de plástico emitirán 56 mil millóns de t equivalentes de dióxido de carbono desde agora ata 2050, representando 10 a 13 por cento do orzamento total de carbono que pode ser “gasto” a mediados de século baseándose nos compromisos actuais de redución de emisións. A finais de século, as emisións relacionadas co plástico poderían representar a metade [18] do orzamento total de carbono. A partir destes datos, a emisión de carbono da industria de moldaxe por inxección aínda é moi grande, no futuroQueda moito camiño por percorrer para reducir as emisións. Ó mesmo tempo, necesitamos reducir as emisións e aplicar novas enerxías a través do progreso tecnolóxico. Agora mesmo, a industria de moldaxe por inxección é unha forma importante de reducir as emisións mediante o aforro de enerxía eléctrica, controlar a calidade do produto e producir produtos máis cualificados. A implantación do aforro enerxético e a redución de emisións, redución de custos e aumento da eficiencia é a base de realizar o “dobre carbono” obxectivo. Ademáis, “fabricación intelixente” debe utilizarse para reducir o carbono, e proporcionar enerxía de orixe para a actualización da fabricación intelixente e a transformación ecolóxica. Implementaranse unha serie de medidas para reducir as emisións e facer pouco para mitigar o efecto invernadoiro global.
Se tes algunha dúbida sobre máquina de inxección ,por favor non dubide en preguntar Equipo FLYSE (whatsapp:+86 18958305290),darémosche o mellor servizo!
Blog
Quizais tamén che guste
Copiar © 2013 | China Ningbo Flyse Plastic Machinery Co., Ltd. | Mapa do sitio
Servizo
Flyse Fai voar os teus soños!
Escanealo, Fala para mellor
