Китай Ниска цена доставчик на машини за леене под налягане














")
")

















































Проектиране на система за управление на конфигурацията на машина за леене под налягане на пластмаса, базирана на трансформатор и PLC
Март 13, 2023
Пластмаси се използват широко в различни индустрии. Като оборудване за производство на пластмаси, обработващото действие на машина за леене под налягане често има внезапна промяна в скоростта, използва се постоянна настройка на подготовката на звука в сянка, като лепило за инжектиране, седалка и така нататък, които изискват добро представяне на променлива скорост, но традиционната машина за леене под налягане зависи изцяло от режима на управление на хидравличния електромагнит, и хардуерът и веригата са сложни. Параметри като налягане на впръскване не могат да бъдат съчетани ефективно и навременно, така че е трудно да се поправи системата в случай на повреда. С диверсифицираното потребление на крайни пластмасови продукти в съвременния живот, производственият контрол на машината за леене под налягане трябва спешно да се регулира чрез маневриране. Връзката на системата за управление на традиционната машина за леене под налягане е сложна (1), което е неудобно и гъвкаво, и не може да отговори на производствените нужди на множество видове продукти. Честотният преобразувател може да регулира честотата гъвкаво и да реализира гъвкав контрол на скоростта. Въз основа на ограничението на контрола на скоростта на традиционното оборудване за машини за леене под налягане, частта от машината за леене под налягане, която се нуждае от честа променлива скорост, може да бъде променена в честотно преобразуване (2), който може да реализира бързата динамична настройка на състоянието на индустриалната технология, и ефективно спестяват енергия, докато въвеждането на система за контрол на конфигурацията може да направи контрола по-интуитивен и гъвкав.
1 цялостна програма на системата
Основната функция на машина за леене под налягане е да се нагрява, инжектирайте и оформете суровините. (3) технологията за леене под налягане (3) основно има следните аспекти: затваряне на формата, инжекция на седалката, инжекционно лепило, изтегляне на седалката, отвор на матрицата, и т.н., в който четирите етапа на затваряне на формата, влизане на седалката, изтегляне на седалката, инжектирането на лепило и отварянето на матрицата имат разлика между висока и ниска скорост, и конкретният процес на работа на процеса е показан на фигура 1.

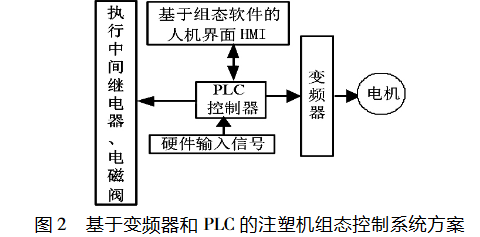
Системата за управление приема машинен интерфейс HMI, базиран на софтуер MCGSE.
Контролерът приема PLC, и периферията на PLC е оборудвана с вход за включване и изключване и изход тип изпълнител. Четирите движения на затваряне на формата, пластмасова инжекция, влизане на седалката и облегалката на седалката, и отваряне на формата са необходими за промяна на скоростта. Електромагнитът използва честотния преобразувател за производство, другите му компоненти все още използват електромагнитно управляваната система за управление на клапаните, през електромагнитния клапан, средното реле е реализирало машината за леене под налягане друг технологичен контрол, въз основа на промяната на честотата и плана на системата за контрол на конфигурацията на PLC, както е показано на фигура 2.
2 Системен дизайн
- 1 Системата за проектиране на хардуер използва Mitsubishi FR с по-висок процент на приложение -740 честотен преобразувател, окабеляване на основната верига на честотния преобразувател [4] както е показано на фигура 3, в която отварянето и затварянето на формата е електрическа система за управление на машината, седалката напред и назад е електрическа система за управление на машината, съответстващи на положителното и отрицателното въртене на електрическата машина, M1-M3 съответно съответства на двигателя за отваряне и затваряне на формата, двигател за придвижване и връщане на седалката, мотор за изстрелване на лепило

Системата за управление приема основните PLC продукти на Mitsubishi Corporation
FX3U-32MR / А, 16 вход / 16 изход, за да направи системата за управление по-интуитивна, в допълнение към четирите хардуерни бутона на нормалното разпределение на входния адрес на PLC, в софтуера за конфигуриране на MCGSE също е присвоен M адрес на виртуален компонент, за да конфигурирате визуален контрол. Система за управление на машина за леене под налягане PLC външна входна страна, схема на разпределение на кабелите от изходната страна, както е показано на фигура 4.

Процес на управление на променлива честота на машина за леене под налягане, отвор на матрицата, хранене на седалката, след инжектиране на лепило
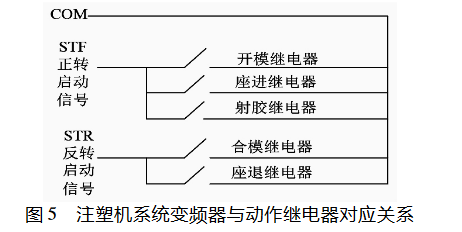
Електрическият сигнал е свързан към сигнала за начало на въртене напред на честотния преобразувател, сигналите на затягащото и поддържащото реле са свързани към сигнала за обратен старт на честотния преобразувател, и съответната връзка между сигнала на външното реле и положителния и отрицателния ротационен сигнал на честотния преобразувател е показана на фигура 5.
2.2 Идеи за проектиране на променлива честота на машина за леене под налягане
Машината за леене под налягане различен процес изисква различно налягане и скорост, според изискванията на процеса на оборудването, инверторната част от дизайнерските идеи са както следва:
(1) Първоначалното затягане на формата изисква бързо затягане на формата, процесът изисква по-голям натиск, Принципът на работа на машината за леене под налягане може да се види, че налягането на впръскване е пропорционално на скоростта на двигателя. От формулата за скоростта на честотния преобразувател, скорост и честота в положително съотношение, така че първоначалната честота на затягане трябва да използва по-голяма честота, настроен на 45Hz, за да се намали въздействието, късното затягане, това е, бавният процес на затягане трябва да бъде с по-бавна скорост и по-малко налягане, честота 25Hz.
(2) В ранния етап на седалката в процеса, скоростта е по-бърза, честотата е 45Hz, и след интервал от 3s, ниската честота от 15Hz се използва за точно и плавно достигане на позицията.
(3) За да се реши забавянето на реакцията на преобразуването на секцията на процеса на инжектиране, пластмасовият материал е формован в по-добро течливо състояние, За подобряване на качеството на пластмасите, в процеса на инжектиране се използват различни скорости на впръскване. Скоростта е по-висока в ранния етап на процеса на инжектиране, честотата е 50 Hz, и стабилната скорост на 20 Hz трябва да се използва след 2 секунди, за да се постигне налягането на опаковане.
(4) Процесът на облегалката на седалката е подобен на седалката в, ранната нужда от по-висока скорост, честотата е 45Hz, скоростта трябва да е стабилна, когато позицията се достигне след 3s, и честотата е 15Hz.
(5) След пластмасово формоване, формата се нуждае от умерена скорост, малко по-високо налягане, и честотата е 30Hz, последвано от по-бавна скорост и натиск, честотата е 15Hz.
Съгласно многократните изисквания за контрол на скоростта на машината за леене под налягане, честотният преобразувател приема многоскоростен режим на управление [5], и високоскоростния десен край, край на средноскоростния RM, нискоскоростният RL край на честотния преобразувател FR-740 и изходният сигнал на PLC се управляват от Y14, Y15, Y16. Тъй като M1-M3 три двигателя не работят едновременно, може да се използва честотен преобразувател, намаляване на входа, R H отговор на P r. 4 параметри, и M отговор на P r. 5. Параметри, R L до Pr.6 параметри, честота 4 към честотата 7 съответстващ на Pr. 24-Пр. 27, честотното число, параметър, и RH, RM, RL настройки, както е показано в табл 1, а именно Pr.4 = 25, Пр.2 = 20, и така нататък.

2.3PLC програмиране Идея за дизайн на машина за леене под налягане

Поради ограниченото пространство, тази статия представя програмирането с примера на автоматичен режим
- 3
PLC програмиране Идея за дизайн на машина за шприцване на пластмаса
Идея за програмиране на SFC в автоматичен режим за машина за леене под налягане на пластмаса
Процесът изисква бърза честота на затягане 45 Hz, съответстваща на честотата 6 на Таблица 1, В тази работна стъпка, необходимо е да свържете Y14 и Y15 едновременно, комбиниран с Фигура 5, можем да видим, че също така е необходимо да се осигури начален сигнал на предния преобразувател на затварянето на формата. Когато системата на машината за леене под налягане е в автоматичен режим, идеята за SFC програмиране на системата е показана на фигура 6, и M0 е началната стъпка. M1-M13 съответно съответства на бързото затягане на формата – процес на обратно действие на ежекторния прът, за гъвкаво регулиране на процеса на леене под налягане, в стъпка M1, времето на таймера T1 не използва фиксираната константа K30, но използва D2, чрез следния конфигурационен интерфейс може да бъде гъвкаво регулиране на времето за бързо затягане на формата.
- 4 Проектиране на системата за контрол на конфигурацията на компютъра, за да се улесни наблюдението на състоянието на машината за шприцване в експлоатация и ръчната настройка
Параметри, системата за управление на конфигурацията е проектирана на базата на инвертора и PLC системата за управление на машината за леене под налягане, и системата за контрол на конфигурацията се създава с помощта на софтуера за конфигурация MCGSE. По подразбиране в автоматичния интерфейс, в автоматичния екран може да бъде чрез бутона за превключване в ръчния интерфейс, същият ръчен интерфейс може също да бъде върнат към автоматизирания интерфейс, интерфейс, като бутон за действие с лепило за снимане, режим на бързо затваряне и друг тип светлинен индикатор за работа за типа превключвател, съответно задайте различен M адрес, За гъвкаво регулиране на бързото затваряне на формата, бързо място в, бързо време на инжектиране, разпределението на D2-D4 на свой ред, типът данни за числовия тип, през екрана, за да създадете поле за въвеждане, за да постигнете настройка на параметрите на място, вместо да изтеглите отново PLC програмата, значително подобряване на ефективността на производството.
Конфигурационният интерфейс на автоматичен режим на работа и ръчен тестов режим е показан на фигура 7 и 8. След завършване на проекта за конфигурация, изтеглете програмата PLC. Системата не само може ефективно да наблюдава състоянието на производство в експлоатация, но също така може да регулира количеството време, като например снимане на лепило във времето според изискването за производство на продукта. Чрез ръчен тестов режим, оборудването може да бъде ремонтирано и фино настроено, което постига първоначалното дизайнерско намерение.
След приемане на новата схема за дизайн и трансформация, инверторът може да направи скоростта
Контролът е по-точен, и приложението на конфигурационен софтуер може да бъде по-гъвкаво според различните процеси и да се адаптира към нови производствени задачи. Системата за контрол на конфигурацията може да наблюдава и контролира основните параметри на производството навреме и ефективно, така че управлението да стане по-интуитивно и гъвкаво.
Ако имате въпроси относно пластмасовата промишленост,plz не се колебайте да попитате екипа на FLYSE,ние ще ви предоставим най -доброто обслужване! Ние също можем да ви доставим добра, но евтина машина за леене под налягане! Или се свържете с нас на Facebook.
Блог
Може би и вие харесвате
Копиране ©2013 | Китай Ningbo Flyse Plastic Machinery Co., ltd. | Карта на сайта
Обслужване
Flyse Накарайте мечтите си да летят!
Сканирайте го, Говорете за по-добро
