China Leverancier van goedkope spuitgietmachines:














")
")

















































Toepassing van de RGV-trolley-assemblagelijn in de assemblage van spuitgietmachines
maart 14, 2023
Assembly line, also known as assembly line, is a mode of production in industry, dat is, each production unit only focuses on processing a certain segment to improve work efficiency and output. Due to the intelligent characteristics of the pipeline composed of rail guided vehicle (Rail Guided Vehicle, RGV), the feasibility and advantage [1] of the assembly line based on RGV are discussed for the injection molding machine.
Research background and significance
Momenteel, enterprises produce horizontal injection molding machine products designed for orders, and its highly customized order configuration leads to the characteristics of small batch order configuration and multiple varieties. In the final assembly production process, the injection molding machine is large and the mass is more than 3 t. It cannot be moved in the production process, so the production mode of fixed assembly position is generally adopted. Fixed position production refers to the process of concentrating the materials of an injection molding machine in a fixed position to complete all production assembly. The organization mode used is the production mode of discrete post responsibility system, which relies on the experience of management personnel to make the production plan of each stage. It is more arbitrary, the assembly position is not centralized, and it is difficult to deploy tools and materials. Due to the lack of job segmentation, high skill requirements for operators, chaotic management and scheduling, lange productiecyclus, low production efficiency and unstable quality problems, which have become the main link restricting the company to improve the level of injection molding machine assembly and manufacturing [2].
The characteristics of rapid production line can fundamentally solve the productionMaterial lag problem to improve the utilization of site space. Tegelijkertijd, the staff fixed stations make the material distribution route more accurate. Personnel workplaces are relatively concentrated, which reduces the difficulty of management. In aanvulling, the production mode of special personnel is conducive to improving the skill and proficiency of operators, and then improve the product quality [3].
The application of RGV in the pipeline makes the pipeline have better flexibility and can better adapt to the new assembly method. Its flexible control mode can meet the needs of improvement and multi-variety small batch production mode in the experimental stage, and at the same time is scalable, to meet the needs of the later capacity expansion. Compared with a dedicated production line, the factory with the transition from discrete to assembly assembly mode has a greater fault tolerance rate, which greatly reduces the transformation cost and shortens the time cycle of transformation.
The RGV pipeline scheme
The assembly line can meet the production of all models below 320 t, and can cover 80% of the production capacity of the headquarters factory. Each RGV is both a unified system and an independent unit. It has a independent safety sensing device that will only affect the action of the current RGV when activated, while other RGV can operate normally, which can greatly improve the range of operation and its flexibility [4].
Each station has an independent display system to display the current work content and information of the station. The information of customized orders can be directly transmitted to the corresponding work station to realize mixed-line production. RGV and so onThe control mode includes Wi-Fi receiving module system, central control host control and monitoring, equipped with remote control, which can flexibly adjust the action of RGV in abnormal state. RGV uses radio frequency identification (Radio Frequency IDentification, RFID) positioning + photoelectric switch positioning. In the case of large heavy-load inertia, the repetition accuracy can be controlled within 10 mm to meet the positioning needs of the later automatic transformation. All RGV are equipped with safety devices, which can effectively guarantee the safety of the system operation [5]. The structure of the RGV is shown in Figure Figure 1

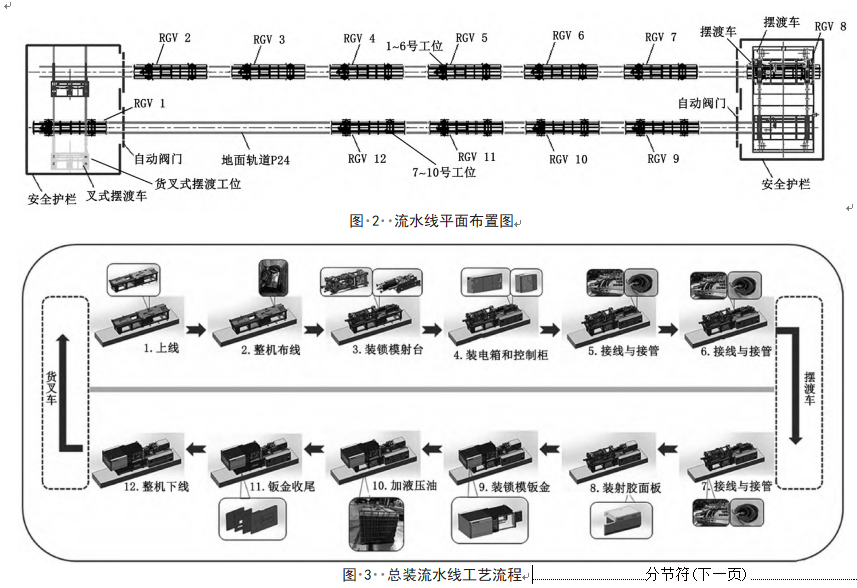
The pipeline operation mode includes free beat and adjustable forced beat, and all stations link [6]. Where: the free beat mode is controlled by the station employees, and the adjustable forced beat production beat is set by the manager and left immediately. According to the production needs, the assembly line can increase or reduce the number of workstations at any time within the permitted scope of the guide rail. Line central control can be achieved with the plant power lineFunction of communication (Power Line Communication, PLC) networks, factory manufacturing execution systems (Manufacturing Execution System, MES) or other information systems. The layout of the pipeline is shown in Figure 2 [7-10].
Assembly process and efficiency comparison
assembly technique
The process flow of the final assembly line is shown in Figure 3. Its main process includes “rack on-line wiring locking mode + shooting platform electric box + control cabinet wiring and takeover loading table sheet metal locking mode locking sheet metal and hydraulic oil sheet metal finishing machine offline”. The site layout drawing is shown in Figure 4, [11].
Efficiency contrast
Comparing output per unit and per unit area, the results are shown in Tables 1 en 2. After 4 months of adjustment and trial operation, three personnel and process adjustments were carried out in June, July and August, and the related matching of tools and materials were optimized, and the rapid transformation from discrete to pipeline assembly mode was realized. It was a process from scratch that eventually began stabilizing output in August.
By comparing the average data of 2020, we can show that personnel efficiency increased by 10% and site utilization increased by 30% [12-15].
epilogue;peroration
After the introduction of the final assembly line, the assembly process of the assembly line was adjusted three times because of the personnel and capacity planning problems. The flexibility of the RGV final assembly line provides the possibility of process adjustment and realizes the assembly mode of the assembly line. Line assembly mode can improve production efficiency, which is the only way for equipment manufacturing industry. For large equipment, RGV assembly line is an important way to transform from discrete type to assembly line assembly mode, which is conducive to creating economic benefits for enterprises, promoting the continuous progress of enterprises, and improving the automation level of the company.
Als u vragen heeft over de kunststofindustrie:,plz voel je vrij om het FLYSE-team te vragen,wij zullen u de beste service geven! We kunnen u ook leveren goede maar goedkope spuitgietmachine! Of neem contact met ons op Facebook.
Blog
Misschien vind je het ook leuk
Kopie ©2013 | China Ningbo Flyse Plastic Machinery Co., ltd. | Sitemap
Onderhoud
Flyse Laat je dromen vliegen!
Scan het, Praat voor beter
