













")
")

















































Ш§Щ„ШӘШөЩҶЩҠЩҒШ§ШӘ
- ШЈШ®ШЁШ§Шұ (3)
- Щ…ШҜЩҲЩҶШ© (126)
ШЁЩ„Ш§ШіШӘЩҠЩғ ШӘШіШӘШ®ШҜЩ… Ш№Щ„Щү ЩҶШ·Ш§ЩӮ ЩҲШ§ШіШ№ ЩҒЩҠ Щ…Ш®ШӘЩ„ЩҒ Ш§Щ„ШөЩҶШ§Ш№Ш§ШӘ. ЩғЩ…Ш№ШҜШ§ШӘ Щ„Ш§ЩҶШӘШ§Ш¬ Ш§Щ„ШЁЩ„Ш§ШіШӘЩҠЩғ, ШҘШ¬ШұШ§ШЎ Щ…Ш№Ш§Щ„Ш¬Ш© ШўЩ„Ш© ШӯЩӮЩҶ ШөШЁ ШәШ§Щ„ШЁЩӢШ§ Щ…Ш§ ЩҠШӯШҜШ« ШӘШәЩҠЩҠШұ Щ…ЩҒШ§Ш¬ШҰ ЩҒЩҠ Ш§Щ„ШіШұШ№Ш©, ЩҠШӘЩ… Ш§ШіШӘШ®ШҜШ§Щ… Ш§Щ„ШҘШ№ШҜШ§ШҜ Ш§Щ„Ш«Ш§ШЁШӘ Щ„ШҘШ№ШҜШ§ШҜ ШөЩҲШӘ Ш§Щ„ШёЩ„, Щ…Ш«Щ„ ШәШұШ§ШЎ Ш§Щ„ШӯЩӮЩҶ, Щ…ЩӮШ№ШҜ ЩҲЩҮЩ„Щ… Ш¬ШұШ§, Ш§Щ„ШӘЩҠ ШӘШӘШ·Щ„ШЁ ШЈШҜШ§ШЎ Ш¬ЩҠШҜ Щ…ШӘШәЩҠШұ Ш§Щ„ШіШұШ№Ш©, Щ„ЩғЩҶ ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ Ш§Щ„ШӘЩӮЩ„ЩҠШҜЩҠШ© ШӘШ№ШӘЩ…ШҜ ЩғЩ„ЩҠЩӢШ§ Ш№Щ„Щү ЩҲШ¶Ш№ Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„Щ…ШәЩҶШ§Ш·ЩҠШі Ш§Щ„ЩғЩҮШұШЁШ§ШҰЩҠ Ш§Щ„ЩҮЩҠШҜШұЩҲЩ„ЩҠЩғЩҠ, ЩҲШ§Щ„ШЈШ¬ЩҮШІШ© ЩҲШ§Щ„ШҜЩҲШ§ШҰШұ Щ…Ш№ЩӮШҜШ©. Щ„Ш§ ЩҠЩ…ЩғЩҶ Щ…Ш·Ш§ШЁЩӮШ© Ш§Щ„Щ…Ш№Щ„Щ…Ш§ШӘ Щ…Ш«Щ„ Ш¶ШәШ· Ш§Щ„ШӯЩӮЩҶ ШЁШҙЩғЩ„ ЩҒШ№Ш§Щ„ ЩҲЩҒЩҠ Ш§Щ„ЩҲЩӮШӘ Ш§Щ„Щ…ЩҶШ§ШіШЁ, Щ„Ш°Щ„Щғ ЩҠШөШ№ШЁ ШҘШөЩ„Ш§Шӯ Ш§Щ„ЩҶШёШ§Щ… ЩҒЩҠ ШӯШ§Щ„Ш© ШӯШҜЩҲШ« Ш№Ш·Щ„. Щ…Ш№ Ш§Щ„Ш·Щ„ШЁ Ш§Щ„Ш§ШіШӘЩҮЩ„Ш§ЩғЩҠ Ш§Щ„Щ…ШӘЩҶЩҲШ№ Щ„Щ„Щ…ЩҶШӘШ¬Ш§ШӘ Ш§Щ„ШЁЩ„Ш§ШіШӘЩҠЩғЩҠШ© Ш§Щ„ЩҶЩҮШ§ШҰЩҠШ© ЩҒЩҠ Ш§Щ„ШӯЩҠШ§Ш© Ш§Щ„ШӯШҜЩҠШ«Ш©, ЩҠШ¬ШЁ ШӘШ№ШҜЩҠЩ„ Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ ШҘЩҶШӘШ§Ш¬ ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ ШЁШҙЩғЩ„ Ш№Ш§Ш¬Щ„ Ш№ЩҶ Ш·ШұЩҠЩӮ Ш§Щ„Щ…ЩҶШ§ЩҲШұШ©. ШҘЩҶ Ш§ШӘШөШ§Щ„ ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ Ш§Щ„ШӘЩӮЩ„ЩҠШҜЩҠШ© Щ…Ш№ЩӮШҜ (1), ЩҲЩҮЩҲ ШЈЩ…Шұ ШәЩҠШұ Щ…ШұЩҠШӯ ЩҲЩ…ШұЩҶ, ЩҲЩ„Ш§ ЩҠЩ…ЩғЩҶЩҮШ§ ШӘЩ„ШЁЩҠШ© Ш§ШӯШӘЩҠШ§Ш¬Ш§ШӘ Ш§Щ„ШҘЩҶШӘШ§Ш¬ Щ„ШЈЩҶЩҲШ§Ш№ Щ…ШӘШ№ШҜШҜШ© Щ…ЩҶ Ш§Щ„Щ…ЩҶШӘШ¬Ш§ШӘ. ЩҠЩ…ЩғЩҶ Щ„Щ…ШӯЩҲЩ„ Ш§Щ„ШӘШұШҜШҜ Ш¶ШЁШ· Ш§Щ„ШӘШұШҜШҜ ШЁЩ…ШұЩҲЩҶШ© ЩҲШӘШӯЩӮЩҠЩӮ Ш§Щ„ШӘШӯЩғЩ… Ш§Щ„Щ…ШұЩҶ ЩҒЩҠ Ш§Щ„ШіШұШ№Ш©. ШЁЩҶШ§ШЎЩӢ Ш№Щ„Щү ЩӮЩҠЩҲШҜ Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„ШіШұШ№Ш© Щ„Щ…Ш№ШҜШ§ШӘ ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ Ш§Щ„ШӘЩӮЩ„ЩҠШҜЩҠШ©, ЩҠЩ…ЩғЩҶ ШӘШәЩҠЩҠШұ Ш¬ШІШЎ ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ Ш§Щ„Ш°ЩҠ ЩҠШӯШӘШ§Ш¬ ШҘЩ„Щү ШіШұШ№Ш© Щ…ШӘШәЩҠШұШ© ЩҲЩ…ШӘЩғШұШұШ© ШҘЩ„Щү ШӘШӯЩҲЩҠЩ„ Ш§Щ„ШӘШұШҜШҜ (2), ЩҲШ§Щ„ШӘЩҠ ЩҠЩ…ЩғЩҶ ШЈЩҶ ШӘШӯЩӮЩӮ Ш§Щ„ШӘШ№ШҜЩҠЩ„ Ш§Щ„ШҜЩҠЩҶШ§Щ…ЩҠЩғЩҠ Ш§Щ„ШіШұЩҠШ№ Щ„Щ„ШӘЩғЩҶЩҲЩ„ЩҲШ¬ЩҠШ§ Ш§Щ„ШөЩҶШ§Ш№ЩҠШ©, ЩҲШӘЩҲЩҒЩҠШұ Ш§Щ„Ш·Ш§ЩӮШ© ШЁШҙЩғЩ„ ЩҒШ№Ш§Щ„, ЩҒЩҠ ШӯЩҠЩҶ ШЈЩҶ ШҘШҜШ®Ш§Щ„ ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„ШӘЩғЩҲЩҠЩҶ ЩҠЩ…ЩғЩҶ ШЈЩҶ ЩҠШ¬Ш№Щ„ Ш§Щ„ШӘШӯЩғЩ… ШЈЩғШ«Шұ ШіЩҮЩҲЩ„Ш© ЩҲЩ…ШұЩҲЩҶШ©.
1 Ш§Щ„ШЁШұЩҶШ§Щ…Ш¬ Ш§Щ„Ш№Ш§Щ… Щ„Щ„ЩҶШёШ§Щ…
Ш§Щ„ЩҲШёЩҠЩҒШ© Ш§Щ„ШұШҰЩҠШіЩҠШ© Щ„ШЁШұЩҶШ§Щ…Ш¬ ШўЩ„Ш© ШӯЩӮЩҶ ШөШЁ ЩҮЩҲ Ш§Щ„ШӘШіШ®ЩҠЩҶ, ШӯЩӮЩҶ ЩҲШӘШҙЩғЩҠЩ„ Ш§Щ„Щ…ЩҲШ§ШҜ Ш§Щ„Ш®Ш§Щ…. (3) ШӘЩғЩҶЩҲЩ„ЩҲШ¬ЩҠШ§ Ш§Щ„ШӯЩӮЩҶ (3) ШЁШҙЩғЩ„ ШұШҰЩҠШіЩҠ Ш§Щ„Ш¬ЩҲШ§ЩҶШЁ Ш§Щ„ШӘШ§Щ„ЩҠШ©: ШҘШәЩ„Ш§ЩӮ Ш§Щ„ЩӮШ§Щ„ШЁ, ШӯЩӮЩҶ Ш§Щ„Щ…ЩӮШ№ШҜ, ШәШұШ§ШЎ Ш§Щ„ШӯЩӮЩҶ, ШіШӯШЁ Ш§Щ„Щ…ЩӮШ№ШҜ, ЩҒШӘШӯ Ш§Щ„ЩӮШ§Щ„ШЁ, ШҘЩ„Ш®., ШӯЩҠШ« ЩҠШӘЩ… ШҘШәЩ„Ш§ЩӮ Ш§Щ„Щ…ШұШ§ШӯЩ„ Ш§Щ„ШЈШұШЁШ№ Щ„Щ„Ш№ЩҒЩҶ, ШҜШ®ЩҲЩ„ Ш§Щ„Щ…ЩӮШ№ШҜ, ШіШӯШЁ Ш§Щ„Щ…ЩӮШ№ШҜ, ЩҠЩҲШ¬ШҜ ЩҒШұЩӮ ШЁЩҠЩҶ ШӯЩӮЩҶ Ш§Щ„ШәШұШ§ШЎ ЩҲЩҒШӘШӯ Ш§Щ„ЩӮШ§Щ„ШЁ ШЁЩҠЩҶ Ш§Щ„ШіШұШ№Ш© Ш§Щ„Ш№Ш§Щ„ЩҠШ© ЩҲШ§Щ„ШіШұШ№Ш© Ш§Щ„Щ…ЩҶШ®ЩҒШ¶Ш©, ЩҲШӘШёЩҮШұ Ш№Щ…Щ„ЩҠШ© Ш§Щ„ШӘШҙШәЩҠЩ„ Ш§Щ„Щ…ШӯШҜШҜШ© Щ„Щ„Ш№Щ…Щ„ЩҠШ© ЩҒЩҠ Ш§Щ„ШҙЩғЩ„ 1.

ЩҠШ№ШӘЩ…ШҜ ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… Ш№Щ„Щү ЩҲШ§Ш¬ЩҮШ© Ш§Щ„ШўЩ„Ш© HMI Ш№Щ„Щү ШЈШіШ§Ші ШЁШұЩҶШ§Щ…Ш¬ MCGSE.
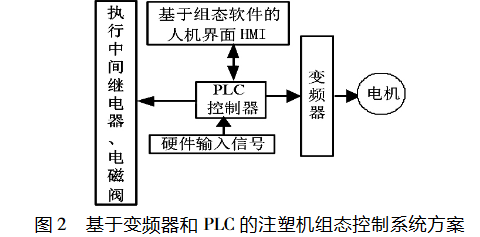
Ш§Щ„Щ…ШӘШӯЩғЩ… ЩҠШіШӘШ®ШҜЩ… PLC, ЩҲШ§Щ„Ш·ШұЩҒ Ш§Щ„Щ…ШӯЩҠШ·ЩҠ Щ„ЩҖ PLC Щ…Ш¬ЩҮШІ ШЁШҘШҜШ®Ш§Щ„ Щ…ЩҶ ЩҶЩҲШ№ on-off ЩҲЩ…Ш®ШұШ¬ Щ…ЩҶ ЩҶЩҲШ№ Ш§Щ„Щ…ЩҶЩҒШ°. ШЈШұШЁШ№ ШӯШұЩғШ§ШӘ Щ„ШҘШәЩ„Ш§ЩӮ Ш§Щ„ЩӮШ§Щ„ШЁ, ШӯЩӮЩҶ ШЁЩ„Ш§ШіШӘЩҠЩғ, ШҜШ®ЩҲЩ„ Ш§Щ„Щ…ЩӮШ№ШҜ ЩҲШёЩҮШұ Ш§Щ„Щ…ЩӮШ№ШҜ, ЩҲЩҒШӘШӯ Ш§Щ„ЩӮШ§Щ„ШЁ Щ…Ш·Щ„ЩҲШЁ Щ„ШӘШәЩҠЩҠШұ Ш§Щ„ШіШұШ№Ш©. ЩҠШіШӘШ®ШҜЩ… Ш§Щ„Щ…ШәЩҶШ§Ш·ЩҠШі Ш§Щ„ЩғЩҮШұШЁШ§ШҰЩҠ Щ…ШәЩҠШұ Ш§Щ„ШӘШұШҜШҜ Щ„Щ„ШӘШөЩҶЩҠШ№, Щ„Ш§ ШӘШІШ§Щ„ Щ…ЩғЩҲЩҶШ§ШӘЩҮ Ш§Щ„ШЈШ®ШұЩү ШӘШіШӘШ®ШҜЩ… ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„ШөЩ…Ш§Щ…Ш§ШӘ Ш§Щ„ЩғЩҮШұЩҲЩ…ШәЩҶШ§Ш·ЩҠШіЩҠШ©, Щ…ЩҶ Ш®Щ„Ш§Щ„ Ш§Щ„ШөЩ…Ш§Щ… Ш§Щ„ЩғЩҮШұЩҲЩ…ШәЩҶШ§Ш·ЩҠШіЩҠ, ШӯЩӮЩӮ Ш§Щ„ШӘШӘШ§ШЁШ№ Ш§Щ„ШЈЩҲШіШ· Ш§Щ„ШӘШӯЩғЩ… Ш§Щ„ШӘЩғЩҶЩҲЩ„ЩҲШ¬ЩҠ Ш§Щ„ШўШ®Шұ Щ„ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ, ШЁЩҶШ§ШЎЩӢ Ш№Щ„Щү ШӘШәЩҠЩҠШұ Ш§Щ„ШӘШұШҜШҜ ЩҲШ®Ш·Ш© ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ ШӘЩғЩҲЩҠЩҶ PLC ЩғЩ…Ш§ ЩҮЩҲ Щ…ЩҲШ¶Шӯ ЩҒЩҠ Ш§Щ„ШҙЩғЩ„ 2.
2 ШӘШөЩ…ЩҠЩ… Ш§Щ„ЩҶШёШ§Щ…

ЩҠШ№ШӘЩ…ШҜ ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… Ш№Щ„Щү Щ…ЩҶШӘШ¬Ш§ШӘ PLC Ш§Щ„ШіШ§ШҰШҜШ© Щ„ШҙШұЩғШ© Mitsubishi Corporation
FX3U-32MR / ШЈ, 16 Щ…ШҜШ®Щ„ / 16 Ш§ЩҶШӘШ§Ш¬, Щ„Ш¬Ш№Щ„ ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… ШЈЩғШ«Шұ ШіЩҮЩҲЩ„Ш©, ШЁШ§Щ„ШҘШ¶Ш§ЩҒШ© ШҘЩ„Щү ШЈШІШұШ§Шұ Ш§Щ„ШЈШ¬ЩҮШІШ© Ш§Щ„ШЈШұШЁШ№Ш© Щ„Щ„ШӘШ®ШөЩҠШө Ш§Щ„Ш№Ш§ШҜЩҠ Щ„Ш№ЩҶЩҲШ§ЩҶ ШҘШҜШ®Ш§Щ„ PLC, ЩҒЩҠ ШЁШұЩҶШ§Щ…Ш¬ Ш§Щ„ШӘЩғЩҲЩҠЩҶ MCGSE ШҢ ШӘЩ… ШЈЩҠШ¶ЩӢШ§ ШӘШ№ЩҠЩҠЩҶ Ш№ЩҶЩҲШ§ЩҶ M Ш§Щ„ШёШ§ЩҮШұЩҠ Щ„Щ„Щ…ЩғЩҲЩҶ, Щ…ЩҶ ШЈШ¬Щ„ ШӘЩғЩҲЩҠЩҶ Ш§Щ„ШӘШӯЩғЩ… Ш§Щ„ШЁШөШұЩҠ. ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ PLC Ш¬Ш§ЩҶШЁ Ш§Щ„ШҘШҜШ®Ш§Щ„ Ш§Щ„Ш®Ш§ШұШ¬ЩҠ, Щ…Ш®Ш·Ш· ШӘЩҲШІЩҠШ№ Ш§Щ„ШЈШіЩ„Ш§Щғ Ш§Щ„Ш¬Ш§ЩҶШЁЩҠШ© Ш§Щ„ШҘШ®ШұШ§Ш¬ ЩғЩ…Ш§ ЩҮЩҲ Щ…ЩҲШ¶Шӯ ЩҒЩҠ Ш§Щ„ШҙЩғЩ„ 4.

ШұШЁШ· ШўЩ„Ш© ШӯЩӮЩҶ ШөШЁ Ш№Щ…Щ„ЩҠШ© Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„ШӘШұШҜШҜ Ш§Щ„Щ…ШӘШәЩҠШұ, ЩҒШӘШӯ Ш§Щ„ЩӮШ§Щ„ШЁ, ШӘШәШ°ЩҠШ© Ш§Щ„Щ…ЩӮШ№ШҜ, ЩҠЩ„ЩҠ ШӯЩӮЩҶ Ш§Щ„ШәШұШ§ШЎ
ЩҠШӘЩ… ШӘЩҲШөЩҠЩ„ Ш§Щ„ШҘШҙШ§ШұШ© Ш§Щ„ЩғЩҮШұШЁШ§ШҰЩҠШ© ШЁШҘШҙШ§ШұШ© ШЁШҜШЎ Ш§Щ„ШҜЩҲШұШ§ЩҶ Ш§Щ„ШЈЩ…Ш§Щ…ЩҠ Щ„Щ…ШӯЩҲЩ„ Ш§Щ„ШӘШұШҜШҜ, ЩҠШӘЩ… ШӘЩҲШөЩҠЩ„ ШҘШҙШ§ШұШ§ШӘ ШӘШұШӯЩҠЩ„ Ш§Щ„ШӘШ«ШЁЩҠШӘ ЩҲШ§Щ„ШұШЁШ· ШЁШҘШҙШ§ШұШ© Ш§Щ„ШЁШҜШЎ Ш§Щ„Ш№ЩғШіЩҠ Щ„Щ…ШӯЩҲЩ„ Ш§Щ„ШӘШұШҜШҜ, ЩҲЩҠШұШҜ ЩҒЩҠ Ш§Щ„ШҙЩғЩ„ Ш§Щ„Ш№Щ„Ш§ЩӮШ© Ш§Щ„Щ…ЩӮШ§ШЁЩ„Ш© ШЁЩҠЩҶ ШҘШҙШ§ШұШ© Ш§Щ„ШӘШұШӯЩҠЩ„ Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© ЩҲШҘШҙШ§ШұШ© Ш§Щ„ШҜЩҲШұШ§ЩҶ Ш§Щ„ШҘЩҠШ¬Ш§ШЁЩҠШ© ЩҲШ§Щ„ШіЩ„ШЁЩҠШ© Щ„Щ…ШӯЩҲЩ„ Ш§Щ„ШӘШұШҜШҜ 5.

2.2 ШЈЩҒЩғШ§Шұ ШӘШөЩ…ЩҠЩ… Ш§Щ„ШӘШұШҜШҜ Ш§Щ„Щ…ШӘШәЩҠШұ Щ„ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ
ШӘШӘШ·Щ„ШЁ Ш§Щ„Ш№Щ…Щ„ЩҠШ© Ш§Щ„Щ…Ш®ШӘЩ„ЩҒШ© Щ„ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ Ш¶ШәШ·ЩӢШ§ ЩҲШіШұШ№Ш© Щ…Ш®ШӘЩ„ЩҒШ©, ЩҲЩҒЩӮЩӢШ§ Щ„Щ…ШӘШ·Щ„ШЁШ§ШӘ Ш№Щ…Щ„ЩҠШ© Ш§Щ„Щ…Ш№ШҜШ§ШӘ, Ш§Щ„Ш¬ШІШЎ Ш§Щ„Ш№Ш§ЩғШі Щ…ЩҶ ШЈЩҒЩғШ§Шұ Ш§Щ„ШӘШөЩ…ЩҠЩ… Ш№Щ„Щү Ш§Щ„ЩҶШӯЩҲ Ш§Щ„ШӘШ§Щ„ЩҠ:
(1) ЩҠШӘШ·Щ„ШЁ Щ„ЩӮШ· Ш§Щ„ЩӮШ§Щ„ШЁ Ш§Щ„ШЈЩҲЩ„ЩҠ ШӘШ«ШЁЩҠШӘ Ш§Щ„ЩӮШ§Щ„ШЁ ШЁШіШұШ№Ш©, ШӘШӘШ·Щ„ШЁ Ш§Щ„Ш№Щ…Щ„ЩҠШ© Ш¶ШәШ·ЩӢШ§ ШЈЩғШЁШұ, ЩҠЩ…ЩғЩҶ Щ…Щ„Ш§ШӯШёШ© Щ…ШЁШҜШЈ Ш№Щ…Щ„ ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ ШЈЩҶ Ш¶ШәШ· Ш§Щ„ШӯЩӮЩҶ ЩҠШӘЩҶШ§ШіШЁ Щ…Ш№ ШіШұШ№Ш© Ш§Щ„Щ…ШӯШұЩғ. Щ…ЩҶ ШөЩҠШәШ© ШіШұШ№Ш© Щ…ШӯЩҲЩ„ Ш§Щ„ШӘШұШҜШҜ, Ш§Щ„ШіШұШ№Ш© ЩҲШ§Щ„ШӘШұШҜШҜ ЩҒЩҠ ЩҶШіШЁШ© Щ…ЩҲШ¬ШЁШ©, Щ„Ш°Щ„Щғ ЩҠШ¬ШЁ ШЈЩҶ ЩҠШіШӘШ®ШҜЩ… ШӘШұШҜШҜ Ш§Щ„ШӘШ«ШЁЩҠШӘ Ш§Щ„ШЈЩҲЩ„ЩҠ ШӘШұШҜШҜЩӢШ§ ШЈЩғШЁШұ, Щ…Ш¶ШЁЩҲШ·Ш© Ш№Щ„Щү 45 ЩҮШұШӘШІ, Щ…ЩҶ ШЈШ¬Щ„ ШӘЩӮЩ„ЩҠЩ„ Ш§Щ„ШӘШЈШ«ЩҠШұ, Щ„ЩӮШ· ЩҒЩҠ ЩҲЩӮШӘ Щ…ШӘШЈШ®Шұ, ЩҮШ°Ш§ ЩҮЩҲ, ЩҠШ¬ШЁ ШЈЩҶ ШӘЩғЩҲЩҶ Ш№Щ…Щ„ЩҠШ© Ш§Щ„ШӘШ«ШЁЩҠШӘ Ш§Щ„ШЁШ·ЩҠШЎ ШіШұШ№Ш© ШЈШЁШ·ШЈ ЩҲШ¶ШәШ·ЩӢШ§ ШЈШөШәШұ, ШӘШұШҜШҜ 25 ЩҮШұШӘШІ.
(2) ЩҒЩҠ Щ…ШұШӯЩ„Ш© Щ…ШЁЩғШұШ© Щ…ЩҶ Ш§Щ„Щ…ЩӮШ№ШҜ ЩҒЩҠ Ш§Щ„Ш№Щ…Щ„ЩҠШ©, Ш§Щ„ШіШұШ№Ш© ШЈШіШұШ№, Ш§Щ„ШӘШұШҜШҜ 45 ЩҮШұШӘШІ, ЩҲШЁШ№ШҜ ЩҒШ§ШөЩ„ 3 Ш«ЩҲШ§ЩҶ, ЩҠШӘЩ… Ш§ШіШӘШ®ШҜШ§Щ… Ш§Щ„ШӘШұШҜШҜ Ш§Щ„Щ…ЩҶШ®ЩҒШ¶ Ш§Щ„ШЁШ§Щ„Шә 15 ЩҮШұШӘШІ Щ„Щ„ЩҲШөЩҲЩ„ ШҘЩ„Щү Ш§Щ„Щ…ЩҲШ¶Ш№ ШЁШҜЩӮШ© ЩҲШіЩ„Ш§ШіШ©.
(3) Щ…ЩҶ ШЈШ¬Щ„ ШӯЩ„ Ш§ШіШӘШ¬Ш§ШЁШ© ШӘШЈШ®ЩҠШұ ШӘШӯЩҲЩҠЩ„ ЩӮШіЩ… Ш№Щ…Щ„ЩҠШ© Ш§Щ„ШӯЩӮЩҶ, ЩҠШӘЩ… ШӘШҙЩғЩҠЩ„ Ш§Щ„Щ…ЩҲШ§ШҜ Ш§Щ„ШЁЩ„Ш§ШіШӘЩҠЩғЩҠШ© ЩҒЩҠ ШӯШ§Щ„Ш© ШӘШҜЩҒЩӮ ШЈЩҒШ¶Щ„, Щ„ШӘШӯШіЩҠЩҶ Ш¬ЩҲШҜШ© Ш§Щ„ШЁЩ„Ш§ШіШӘЩҠЩғ, ЩҠШӘЩ… Ш§ШіШӘШ®ШҜШ§Щ… ШіШұШ№Ш§ШӘ ШӯЩӮЩҶ Щ…Ш®ШӘЩ„ЩҒШ© ЩҒЩҠ Ш№Щ…Щ„ЩҠШ© Ш§Щ„ШӯЩӮЩҶ. ШӘЩғЩҲЩҶ Ш§Щ„ШіШұШ№Ш© ШЈШіШұШ№ ЩҒЩҠ Ш§Щ„Щ…ШұШӯЩ„Ш© Ш§Щ„ШЈЩҲЩ„Щү Щ…ЩҶ Ш№Щ…Щ„ЩҠШ© Ш§Щ„ШӯЩӮЩҶ, Щ…Ш№ШҜЩ„ Ш§Щ„ШӘШұШҜШҜ 50 ЩҮШұШӘШІ, ЩҲШіШұШ№Ш© Ш«Ш§ШЁШӘШ© 20 ЩҠШ¬ШЁ Ш§ШіШӘШ®ШҜШ§Щ… ЩҮШұШӘШІ ШЁШ№ШҜ 2 Ш«ЩҲШ§ЩҶЩҠ Щ„ШӘШӯЩӮЩҠЩӮ Ш¶ШәШ· Ш§Щ„ШӘШ№ШЁШҰШ©.
(4) ШӘШҙШЁЩҮ Ш№Щ…Щ„ЩҠШ© ШёЩҮШұ Ш§Щ„Щ…ЩӮШ№ШҜ ШҘЩ„Щү Ш§Щ„Щ…ЩӮШ№ШҜ, Ш§Щ„ШӯШ§Ш¬Ш© Ш§Щ„Щ…ШЁЩғШұШ© ШҘЩ„Щү ШіШұШ№Ш© ШЈЩғШЁШұ, Ш§Щ„ШӘШұШҜШҜ 45 ЩҮШұШӘШІ, ЩҠШ¬ШЁ ШЈЩҶ ШӘЩғЩҲЩҶ Ш§Щ„ШіШұШ№Ш© Щ…ШіШӘЩӮШұШ© Ш№ЩҶШҜ Ш§Щ„ЩҲШөЩҲЩ„ ШҘЩ„Щү Ш§Щ„ЩҲШ¶Ш№ ШЁШ№ШҜ 3 Ш«ЩҲШ§ЩҶЩҚ, ЩҲЩ…Ш№ШҜЩ„ Ш§Щ„ШӘШұШҜШҜ 15 ЩҮШұШӘШІ.
(5) ШЁШ№ШҜ ШөШЁ Ш§Щ„ШЁЩ„Ш§ШіШӘЩҠЩғ, ЩҠШӯШӘШ§Ш¬ Ш§Щ„ЩӮШ§Щ„ШЁ ШҘЩ„Щү ШіШұШ№Ш© Щ…Ш№ШӘШҜЩ„Ш©, Ш¶ШәШ· ШЈШ№Щ„Щү ЩӮЩ„ЩҠЩ„Ш§ЩӢ, ЩҲШ§Щ„ШӘШұШҜШҜ 30 ЩҮШұШӘШІ, ШӘЩ„ЩҠЩҮШ§ ШіШұШ№Ш© ЩҲШ¶ШәШ· ШЈШЁШ·ШЈ, Щ…Ш№ШҜЩ„ Ш§Щ„ШӘШұШҜШҜ 15 ЩҮШұШӘШІ.
ЩҲЩҒЩӮЩӢШ§ Щ„Щ…ШӘШ·Щ„ШЁШ§ШӘ Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„ШіШұШ№Ш© Ш§Щ„Щ…ШӘЩғШұШұШ© Щ„ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ, ЩҠШ№ШӘЩ…ШҜ Щ…ШӯЩҲЩ„ Ш§Щ„ШӘШұШҜШҜ Ш№Щ„Щү ЩҲШ¶Ш№ Ш§Щ„ШӘШӯЩғЩ… Щ…ШӘШ№ШҜШҜ Ш§Щ„ШіШұШ№Ш§ШӘ [5], ЩҲЩҶЩҮШ§ЩҠШ© RH Ш№Ш§Щ„ЩҠШ© Ш§Щ„ШіШұШ№Ш©, ЩҶЩҮШ§ЩҠШ© RM Щ…ШӘЩҲШіШ·Ш© Ш§Щ„ШіШұШ№Ш©, ЩҠШӘЩ… Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ ЩҶЩҮШ§ЩҠШ© RL Щ…ЩҶШ®ЩҒШ¶Ш© Ш§Щ„ШіШұШ№Ш© Щ„Щ…ШӯЩҲЩ„ Ш§Щ„ШӘШұШҜШҜ FR-740 ЩҲШҘШҙШ§ШұШ© Ш®ШұШ¬ PLC ШЁЩҲШ§ШіШ·Ш© Y14, Y15, Y16. ЩҶШёШұЩӢШ§ Щ„ШЈЩҶ Ш§Щ„Щ…ШӯШұЩғШ§ШӘ Ш§Щ„Ш«Щ„Ш§Ш«Ш© M1-M3 Щ„Ш§ ШӘШ№Щ…Щ„ ЩҒЩҠ ЩҶЩҒШі Ш§Щ„ЩҲЩӮШӘ, ЩҠЩ…ЩғЩҶ Ш§ШіШӘШ®ШҜШ§Щ… Щ…ШӯЩҲЩ„ Ш§Щ„ШӘШұШҜШҜ ШЁШҙЩғЩ„ Щ…ШҙШӘШұЩғ, ШӘЩӮЩ„ЩҠЩ„ Ш§Щ„Щ…ШҜШ®Щ„Ш§ШӘ, Ш§ШіШӘШ¬Ш§ШЁШ© R H Щ„ЩҖ P r. 4 ШӯШҜЩҲШҜ, ЩҲ M Ш§ШіШӘШ¬Ш§ШЁШ© Щ„ЩҖ P r. 5. ШӯШҜЩҲШҜ, Щ…Ш№Щ„Щ…Ш§ШӘ R L ШҘЩ„Щү Pr.6, ШӘЩғШұШ§Шұ 4 Щ„Щ„ШӘШұШҜШҜ 7 Ш§Щ„Щ…ЩӮШ§ШЁЩ„Ш© Щ„ Pr. 24-Ш§Щ„Ш№Щ„Ш§ЩӮШ§ШӘ Ш§Щ„Ш№Ш§Щ…Ш©. 27, ШұЩӮЩ… Ш§Щ„ШӘШұШҜШҜ, Щ…Ш№Ш§Щ…Щ„, ЩҲ RH, RM, ШҘШ№ШҜШ§ШҜШ§ШӘ RL ЩғЩ…Ш§ ЩҮЩҲ Щ…ЩҲШ¶Шӯ ЩҒЩҠ Ш§Щ„Ш¬ШҜЩҲЩ„ 1, ЩҲЩҮЩҠ Pr.4 = 25, Pr.2 = 20, ЩҲЩ…Ш§ ШҘЩ„Щү Ш°Щ„Щғ ЩҲЩҮЩ„Щ… Ш¬ШұШ§.

2.3ЩҒЩғШұШ© ШӘШөЩ…ЩҠЩ… ШЁШұЩ…Ш¬Ш© PLC Щ„ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ

ШЁШіШЁШЁ Щ…ШӯШҜЩҲШҜЩҠШ© Ш§Щ„Щ…ШіШ§ШӯШ©, ШӘЩӮШҜЩ… ЩҮШ°ЩҮ Ш§Щ„Щ…ЩӮШ§Щ„Ш© Ш§Щ„ШЁШұЩ…Ш¬Ш© Щ…Ш№ Щ…Ш«Ш§Щ„ Ш§Щ„ЩҲШ¶Ш№ Ш§Щ„ШӘЩ„ЩӮШ§ШҰЩҠ
ЩҒЩғШұШ© ШӘШөЩ…ЩҠЩ… ШЁШұЩ…Ш¬Ш© PLC Щ„ШўЩ„Ш© ШӯЩӮЩҶ Ш§Щ„ШЁЩ„Ш§ШіШӘЩҠЩғ
ЩҒЩғШұШ© ШЁШұЩ…Ш¬Ш© Ш§Щ„ЩҲШ¶Ш№ Ш§Щ„ШӘЩ„ЩӮШ§ШҰЩҠ SFC Щ„Щ…Ш§ЩғЩҠЩҶШ© ЩӮЩҲЩ„ШЁШ© ШӯЩӮЩҶ Ш§Щ„ШЁЩ„Ш§ШіШӘЩҠЩғ
ШӘШӘШ·Щ„ШЁ Ш§Щ„Ш№Щ…Щ„ЩҠШ© ШӘШұШҜШҜЩӢШ§ ШіШұЩҠШ№ЩӢШ§ Щ„Щ„ЩӮШ· 45 ЩҮШұШӘШІ, Ш§Щ„Щ…ЩӮШ§ШЁЩ„Ш© Щ„Щ„ШӘШұШҜШҜ 6 Щ…ЩҶ Ш§Щ„Ш¬ШҜЩҲЩ„ 1, ЩҒЩҠ Ш®Ш·ЩҲШ© Ш§Щ„Ш№Щ…Щ„ ЩҮШ°ЩҮ, Щ…ЩҶ Ш§Щ„Ш¶ШұЩҲШұЩҠ ШӘЩҲШөЩҠЩ„ Y14 ЩҲ Y15 ЩҒЩҠ ЩҶЩҒШі Ш§Щ„ЩҲЩӮШӘ, Ш¬ЩҶШЁШ§ ШҘЩ„Щү Ш¬ЩҶШЁ Щ…Ш№ Ш§Щ„ШҙЩғЩ„ 5, ЩҠЩ…ЩғЩҶЩҶШ§ ШЈЩҶ ЩҶШұЩү ШЈЩҶЩҮ Щ…ЩҶ Ш§Щ„Ш¶ШұЩҲШұЩҠ ШЈЩҠШ¶ЩӢШ§ ШӘЩҲЩҒЩҠШұ ШҘШҙШ§ШұШ© Ш§Щ„ШЁШҜШЎ Щ„Щ„Щ…ШӯЩҲЩ„ Ш§Щ„ШЈЩ…Ш§Щ…ЩҠ Щ„ШҘШәЩ„Ш§ЩӮ Ш§Щ„ЩӮШ§Щ„ШЁ. Ш№ЩҶШҜЩ…Ш§ ЩҠЩғЩҲЩҶ ЩҶШёШ§Щ… ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ ЩҒЩҠ Ш§Щ„ЩҲШ¶Ш№ Ш§Щ„ШӘЩ„ЩӮШ§ШҰЩҠ, ШӘШёЩҮШұ ЩҒЩғШұШ© ШЁШұЩ…Ш¬Ш© SFC Щ„Щ„ЩҶШёШ§Щ… ЩҒЩҠ Ш§Щ„ШҙЩғЩ„ 6, ЩҲ M0 ЩҮЩҠ Ш§Щ„Ш®Ш·ЩҲШ© Ш§Щ„ШЈЩҲЩ„Щү. ЩҠШӘЩҲШ§ЩҒЩӮ M1-M13 Ш№Щ„Щү Ш§Щ„ШӘЩҲШ§Щ„ЩҠ Щ…Ш№ Щ„ЩӮШ· Ш§Щ„ЩӮШ§Щ„ШЁ Ш§Щ„ШіШұЩҠШ№ – Ш№Щ…Щ„ЩҠШ© Ш№Щ…Щ„ Ш№ЩҲШҜШ© ЩӮШ¶ЩҠШЁ Ш§Щ„ЩӮШ§Ш°ЩҒ, Щ…ЩҶ ШЈШ¬Щ„ Ш¶ШЁШ· Ш№Щ…Щ„ЩҠШ© Ш§Щ„ЩӮЩҲЩ„ШЁШ© ШЁШ§Щ„ШӯЩӮЩҶ ШЁЩ…ШұЩҲЩҶШ©, ЩҒЩҠ Ш§Щ„Ш®Ш·ЩҲШ© M1, Щ„Ш§ ЩҠШіШӘШ®ШҜЩ… Ш§Щ„Щ…ШӨЩӮШӘ T1 Ш§Щ„Ш«Ш§ШЁШӘ Ш§Щ„Ш«Ш§ШЁШӘ K30, Щ„ЩғЩҶ ЩҠШіШӘШ®ШҜЩ… D2, Щ…ЩҶ Ш®Щ„Ш§Щ„ ЩҲШ§Ш¬ЩҮШ© Ш§Щ„ШӘЩғЩҲЩҠЩҶ Ш§Щ„ШӘШ§Щ„ЩҠШ© ЩҠЩ…ЩғЩҶ ШЈЩҶ ЩҠЩғЩҲЩҶ Ш§Щ„ШӘШ№ШҜЩҠЩ„ Ш§Щ„Щ…ШұЩҶ Щ„ЩҲЩӮШӘ Щ„ЩӮШ· Ш§Щ„ЩӮШ§Щ„ШЁ Ш§Щ„ШіШұЩҠШ№.
ШӯШҜЩҲШҜ, ШӘЩ… ШӘШөЩ…ЩҠЩ… ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„ШӘЩғЩҲЩҠЩҶ Ш№Щ„Щү ШЈШіШ§Ші Ш§Щ„Ш№Ш§ЩғШі ЩҲЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… PLC Щ„ШўЩ„Ш© Ш§Щ„ШӘШҙЩғЩҠЩ„ ШЁШ§Щ„ШӯЩӮЩҶ, ЩҲЩҠШӘЩ… ШҘЩҶШҙШ§ШЎ ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„ШӘЩғЩҲЩҠЩҶ ШЁШ§ШіШӘШ®ШҜШ§Щ… ШЁШұЩҶШ§Щ…Ш¬ Ш§Щ„ШӘЩғЩҲЩҠЩҶ MCGSE. Ш§Щ„Ш§ЩҒШӘШұШ§Ш¶ЩҠ ЩҒЩҠ Ш§Щ„ЩҲШ§Ш¬ЩҮШ© Ш§Щ„ШӘЩ„ЩӮШ§ШҰЩҠШ©, ЩҒЩҠ Ш§Щ„ШҙШ§ШҙШ© Ш§Щ„ШӘЩ„ЩӮШ§ШҰЩҠШ© ЩҠЩ…ЩғЩҶ ШЈЩҶ ЩҠЩғЩҲЩҶ Щ…ЩҶ Ш®Щ„Ш§Щ„ ШІШұ Ш§Щ„ШӘШЁШҜЩҠЩ„ ШҘЩ„Щү Ш§Щ„ЩҲШ§Ш¬ЩҮШ© Ш§Щ„ЩҠШҜЩҲЩҠШ©, ЩҠЩ…ЩғЩҶ ШЈЩҠШ¶ЩӢШ§ ШҘШұШ¬Ш§Ш№ ЩҶЩҒШі Ш§Щ„ЩҲШ§Ш¬ЩҮШ© Ш§Щ„ЩҠШҜЩҲЩҠШ© ШҘЩ„Щү Ш§Щ„ЩҲШ§Ш¬ЩҮШ© Ш§Щ„ШўЩ„ЩҠШ©, ЩҲШ§Ш¬ЩҮЩҮ Ш§Щ„Щ…ШіШӘШ®ШҜЩ…, Щ…Ш«Щ„ ШІШұ Ш№Щ…Щ„ Ш§Щ„ШәШұШ§ШЎ, ЩҲШ¶Ш№ Ш§Щ„ШҘШәЩ„Ш§ЩӮ Ш§Щ„ШіШұЩҠШ№ ЩҲЩҶЩҲШ№ ШЁЩҠШ§ЩҶШ§ШӘ Ш¶ЩҲШЎ Щ…ШӨШҙШұ Ш§Щ„ШӘШҙШәЩҠЩ„ Ш§Щ„ШўШ®Шұ Щ„ЩҶЩҲШ№ Ш§Щ„ШӘШЁШҜЩҠЩ„, Ш№Щ„Щү Ш§Щ„ШӘЩҲШ§Щ„ЩҠ ШӘШ№ЩҠЩҠЩҶ Ш№ЩҶЩҲШ§ЩҶ M. Щ…Ш®ШӘЩ„ЩҒ, Щ…ЩҶ ШЈШ¬Щ„ ШӘШ№ШҜЩҠЩ„ ШҘШәЩ„Ш§ЩӮ Ш§Щ„ЩӮШ§Щ„ШЁ Ш§Щ„ШіШұЩҠШ№ ШЁЩ…ШұЩҲЩҶШ©, Щ…ЩӮШ№ШҜ ШіШұЩҠШ№ ЩҒЩҠ, ЩҲЩӮШӘ Ш§Щ„ШӯЩӮЩҶ Ш§Щ„ШіШұЩҠШ№, ШӘЩҲШІЩҠШ№ D2-D4 ШЁШҜЩҲШұЩҮ, ЩҶЩҲШ№ Ш§Щ„ШЁЩҠШ§ЩҶШ§ШӘ Щ„Щ„ЩҶЩҲШ№ Ш§Щ„Ш№ШҜШҜЩҠ, Щ…ЩҶ Ш®Щ„Ш§Щ„ Ш§Щ„ШҙШ§ШҙШ© Щ„ШҘЩҶШҙШ§ШЎ Щ…ШұШЁШ№ ШҘШҜШ®Ш§Щ„ Щ„ШӘШӯЩӮЩҠЩӮ Ш¶ШЁШ· Ш§Щ„Щ…Ш№Щ„Щ…Ш© ЩҒЩҠ Ш§Щ„Щ…ЩҲЩӮШ№, ШЁШҜЩ„Ш§ЩӢ Щ…ЩҶ ШҘШ№Ш§ШҜШ© ШӘЩҶШІЩҠЩ„ ШЁШұЩҶШ§Щ…Ш¬ PLC, ШӘШӯШіЩҶ ШЁШҙЩғЩ„ ЩғШЁЩҠШұ Щ…ЩҶ ЩғЩҒШ§ШЎШ© Ш§Щ„ШҘЩҶШӘШ§Ш¬.
ЩҠШӘЩ… Ш№ШұШ¶ ЩҲШ§Ш¬ЩҮШ© Ш§Щ„ШӘЩғЩҲЩҠЩҶ Ш§Щ„Ш®Ш§ШөШ© ШЁЩҲШ¶Ш№ Ш§Щ„ШӘШҙШәЩҠЩ„ Ш§Щ„ШӘЩ„ЩӮШ§ШҰЩҠ ЩҲЩҲШ¶Ш№ Ш§Щ„Ш§Ш®ШӘШЁШ§Шұ Ш§Щ„ЩҠШҜЩҲЩҠ ЩҒЩҠ Ш§Щ„ШҙЩғЩ„ 7 ЩҲ 8. ШЁШ№ШҜ Ш§ЩғШӘЩ…Ш§Щ„ Щ…ШҙШұЩҲШ№ Ш§Щ„ШӘЩғЩҲЩҠЩҶ, ЩӮЩ… ШЁШӘЩҶШІЩҠЩ„ ШЁШұЩҶШ§Щ…Ш¬ PLC. Щ„Ш§ ЩҠЩ…ЩғЩҶ Щ„Щ„ЩҶШёШ§Щ… ЩҒЩӮШ· Щ…ШұШ§ЩӮШЁШ© ШӯШ§Щ„Ш© ШӘШҙШәЩҠЩ„ Ш§Щ„ШҘЩҶШӘШ§Ш¬ ЩҒЩҠ Ш§Щ„Ш®ШҜЩ…Ш© ШЁШҙЩғЩ„ ЩҒШ№Ш§Щ„, ЩҲЩ„ЩғЩҶ ЩҠЩ…ЩғЩҶ ШЈЩҠШ¶ЩӢШ§ Ш¶ШЁШ· Щ…ЩӮШҜШ§Шұ Ш§Щ„ЩҲЩӮШӘ Щ…Ш«Щ„ ШҘШ·Щ„Ш§ЩӮ Ш§Щ„ШәШұШ§ШЎ ЩҒЩҠ Ш§Щ„ЩҲЩӮШӘ Ш§Щ„Щ…ЩҶШ§ШіШЁ ЩҲЩҒЩӮЩӢШ§ Щ„Щ…ШӘШ·Щ„ШЁШ§ШӘ ШҘЩҶШӘШ§Ш¬ Ш§Щ„Щ…ЩҶШӘШ¬. Щ…ЩҶ Ш®Щ„Ш§Щ„ ЩҲШ¶Ш№ Ш§Щ„Ш§Ш®ШӘШЁШ§Шұ Ш§Щ„ЩҠШҜЩҲЩҠ, ЩҠЩ…ЩғЩҶ ШҘШөЩ„Ш§Шӯ Ш§Щ„Щ…Ш№ШҜШ§ШӘ ЩҲШөЩӮЩ„ЩҮШ§, Ш§Щ„Ш°ЩҠ ЩҠШӯЩӮЩӮ ЩҶЩҠШ© Ш§Щ„ШӘШөЩ…ЩҠЩ… Ш§Щ„ШЈШөЩ„ЩҠ.
ШЁШ№ШҜ Ш§Ш№ШӘЩ…Ш§ШҜ Ш§Щ„ШӘШөЩ…ЩҠЩ… Ш§Щ„Ш¬ШҜЩҠШҜ ЩҲЩ…Ш®Ш·Ш· Ш§Щ„ШӘШӯЩҲЩ„, ЩҠЩ…ЩғЩҶ ШЈЩҶ ЩҠШ¬Ш№Щ„ Ш§Щ„Ш№Ш§ЩғШі Ш§Щ„ШіШұШ№Ш©
Ш§Щ„ШіЩҠШ·ШұШ© ШЈЩғШ«Шұ ШҜЩӮШ©, ЩҲЩҠЩ…ЩғЩҶ ШЈЩҶ ЩҠЩғЩҲЩҶ ШӘШ·ШЁЩҠЩӮ ШЁШұШ§Щ…Ш¬ Ш§Щ„ШӘЩғЩҲЩҠЩҶ ШЈЩғШ«Шұ Щ…ШұЩҲЩҶШ© ЩҲЩҒЩӮЩӢШ§ Щ„Щ„Ш№Щ…Щ„ЩҠШ§ШӘ Ш§Щ„Щ…Ш®ШӘЩ„ЩҒШ© ЩҲШ§Щ„ШӘЩғЩҠЩҒ Щ…Ш№ Щ…ЩҮШ§Щ… Ш§Щ„ШҘЩҶШӘШ§Ш¬ Ш§Щ„Ш¬ШҜЩҠШҜШ©. ЩҠЩ…ЩғЩҶ Щ„ЩҶШёШ§Щ… Ш§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„ШҘШҙШұШ§ЩҒ Ш№Щ„Щү Ш§Щ„ШӘЩғЩҲЩҠЩҶ Щ…ШұШ§ЩӮШЁШ© ЩҲШ§Щ„ШӘШӯЩғЩ… ЩҒЩҠ Ш§Щ„Щ…Ш№Щ„Щ…Ш§ШӘ Ш§Щ„ШұШҰЩҠШіЩҠШ© Щ„Щ„ШҘЩҶШӘШ§Ш¬ ЩҒЩҠ Ш§Щ„ЩҲЩӮШӘ Ш§Щ„Щ…ЩҶШ§ШіШЁ ЩҲШЁШҙЩғЩ„ ЩҒШ№Ш§Щ„, ШЁШӯЩҠШ« ЩҠШөШЁШӯ Ш№ЩҶШөШұ Ш§Щ„ШӘШӯЩғЩ… ШЈЩғШ«Шұ ШіЩҮЩҲЩ„Ш© ЩҲЩ…ШұЩҲЩҶШ©.
ШҘШ°Ш§ ЩғШ§ЩҶ Щ„ШҜЩҠЩғ ШЈЩҠ ШЈШіШҰЩ„Ш© ШӯЩҲЩ„ ШөЩҶШ§Ш№Ш© Ш§Щ„ШЁЩ„Ш§ШіШӘЩҠЩғ,Щ…ЩҶ ЩҒШ¶Щ„Щғ Щ„Ш§ ШӘШӘШұШҜШҜ ЩҒЩҠ ШіШӨШ§Щ„ ЩҒШұЩҠЩӮ FLYSE,ШіЩҶЩӮШҜЩ… Щ„Щғ ШЈЩҒШ¶Щ„ Ш®ШҜЩ…Ш© ШҢ ЩҠЩ…ЩғЩҶЩҶШ§ ШЈЩҠШ¶ЩӢШ§ ШӘШІЩҲЩҠШҜЩғ ШўЩ„Ш© ШөШЁ ШӯЩӮЩҶ Ш¬ЩҠШҜШ© ЩҲЩ„ЩғЩҶ ШұШ®ЩҠШөШ©! ШЈЩҲ Ш§ШӘШөЩ„ ШЁЩҶШ§ Ш№Щ„Щү Щ…ЩҲЩӮШ№ Ш§Щ„ШӘЩҲШ§ШөЩ„ Ш§Щ„Ш§Ш¬ШӘЩ…Ш§Ш№ЩҠ Ш§Щ„ЩҒЩҠШіШЁЩҲЩғ.
