













")
")

















































–ź–Ĺ–≥–ł–Ľ–į–Ľ
- –ú—ć–ī—ć—ć (3)
- –Ď–Ľ–ĺ–≥ (126)
–•—É–≤–į–Ĺ—Ü–į—Ä —Ź–Ĺ–∑ –Ī“Į—Ä–ł–Ļ–Ĺ —Ā–į–Ľ–Ī–į—Ä—ā ”©—Ä–≥”©–Ĺ —Ö—ć—Ä—ć–≥–Ľ—ć–≥–ī–ī—ć–≥. –•—É–≤–į–Ĺ—Ü–į—Ä “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć—Ö —ā–ĺ–Ĺ–ĺ–≥ —ā”©—Ö”©”©—Ä”©–ľ–∂ –Ī–ĺ–Ľ–≥–ĺ–Ĺ, –Ī–ĺ–Ľ–ĺ–≤—Ā—Ä—É—É–Ľ–į—Ö “Į–Ļ–Ľ –į–∂–ł–Ľ–Ľ–į–≥–į–į —ą–į—Ö–į—Ö —Ö—ć–≤–Ĺ–ł–Ļ –ľ–į—ą–ł–Ĺ –ł—Ö—ć–≤—á–Ľ—ć–Ĺ —Ö—É—Ä–ī –ĺ–≥—Ü–ĺ–ľ ”©”©—Ä—á–Ľ”©–≥–ī–ī”©–≥, —Ā“Į“Į–ī—Ä–ł–Ļ–Ĺ –ī—É—É–Ĺ—č –Ī—ć–Ľ—ā–≥—ć–Ľ–ł–Ļ–Ĺ —ā–ĺ–≥—ā–≤–ĺ—Ä—ā–ĺ–Ļ —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–≥ –į—ą–ł–≥–Ľ–į–ī–į–≥, —ā–į—Ä–ł–Ľ–≥—č–Ĺ —Ü–į–≤—É—É –≥—ć—Ö –ľ—ć—ā, —Ā—É—É–ī–į–Ľ –≥—ć—Ö –ľ—ć—ā, —Ö—É–≤—Ć—Ā–į—Ö —Ö—É—Ä–ī–Ĺ—č —Ā–į–Ļ–Ĺ –≥“Į–Ļ—Ü—ć—ā–≥—ć–Ľ–ł–Ļ–≥ —ą–į–į—Ä–ī–ī–į–≥, –≥—ć—Ö–ī—ć—ć —É–Ľ–į–ľ–∂–Ľ–į–Ľ—ā —ą–į—Ö–į—Ö –ľ–į—ą–ł–Ĺ –Ĺ—Ć –≥–ł–ī—Ä–į–≤–Ľ–ł–ļ —Ü–į—Ö–ł–Ľ–≥–į–į–Ĺ —Ā–ĺ—Ä–ĺ–Ĺ–∑–ĺ–Ĺ —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ –≥–ĺ—Ä–ł–ľ–ĺ–ĺ—Ā –Ī“Į—Ä—ć–Ĺ —Ö–į–ľ–į–į—Ä–ī–į–≥, –ľ”©–Ĺ —ā–Ķ—Ö–Ĺ–ł–ļ —Ö–į–Ĺ–≥–į–ľ–∂, —Ö—ć–Ľ—Ö—ć—ć –Ĺ—Ć –Ĺ–į—Ä–ł–Ļ–Ĺ —ā”©–≤”©–≥—ā—ć–Ļ –Ī–į–Ļ–ī–į–≥. –Ę–į—Ä–ł–Ľ–≥—č–Ĺ –ī–į—Ä–į–Ľ—ā –≥—ć—Ö –ľ—ć—ā –Ņ–į—Ä–į–ľ–Ķ—ā—Ä“Į“Į–ī–ł–Ļ–≥ “Į—Ä –ī“Į–Ĺ—ā—ć–Ļ, —Ü–į–≥ —ā—É—Ö–į–Ļ–ī –Ĺ—Ć —ā–į–į—Ä—É—É–Ľ–∂ —á–į–ī–į—Ö–≥“Į–Ļ, –Ę–ł–Ļ–ľ—ć—ć—Ā —ć–≤–ī—ć—Ä—Ā—ć–Ĺ —ā–ĺ—Ö–ł–ĺ–Ľ–ī–ĺ–Ľ–ī —Ā–ł—Ā—ā–Ķ–ľ–ł–Ļ–≥ –∑–į—Ā–į—Ö–į–ī —Ö—ć—Ü“Į“Į –Ī–į–Ļ–ī–į–≥. –ě—Ä—á–ł–Ĺ “Į–Ķ–ł–Ļ–Ĺ –į–ľ—Ć–ī—Ä–į–Ľ–ī —Ö—É–≤–į–Ĺ—Ü–į—Ä –Ī—ć–Ľ—ć–Ĺ –Ī“Į—ā—ć—ć–≥–ī—ć—Ö“Į“Į–Ĺ–ł–Ļ —ā”©—Ä”©–Ľ–∂—Ā”©–Ĺ —Ö—ć—Ä—ć–≥–Ľ—ć—ć–Ĺ–ł–Ļ —ć—Ä—ć–Ľ—ā —Ö—ć—Ä—ć–≥—Ü—ć—ć, —ą–į—Ö–į—Ö —Ö—ć–≤–Ĺ–ł–Ļ –ľ–į—ą–ł–Ĺ—č “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć–Ľ–ł–Ļ–Ĺ —Ö—Ź–Ĺ–į–Ľ—ā—č–≥ –ľ–į–Ĺ–Ķ–≤—Ä —Ö–ł–Ļ—Ö –∑–į–ľ–į–į—Ä —Ź–į—Ä–į–Ľ—ā–į–Ļ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–į—Ö —ą–į–į—Ä–ī–Ľ–į–≥–į—ā–į–Ļ –Ī–į–Ļ–Ĺ–į. –£–Ľ–į–ľ–∂–Ľ–į–Ľ—ā —ą–į—Ö–į—Ö –ľ–į—ą–ł–Ĺ—č–≥ —É–ī–ł—Ä–ī–į—Ö —Ā–ł—Ā—ā–Ķ–ľ–ł–Ļ–Ĺ —Ö–ĺ–Ľ–Ī–ĺ–Ľ—ā –Ĺ—Ć –Ĺ–į—Ä–ł–Ļ–Ĺ —ā”©–≤”©–≥—ā—ć–Ļ –Ī–į–Ļ–ī–į–≥ (1), –≠–Ĺ—ć –Ĺ—Ć —ā–ĺ—Ö–ł—Ä–ĺ–ľ–∂–≥“Į–Ļ, —É—Ź–Ĺ —Ö–į—ā–į–Ĺ –Ī–į–Ļ–ī–į–≥, –ĺ–Ľ–ĺ–Ĺ —ā”©—Ä–Ľ–ł–Ļ–Ĺ –Ī“Į—ā—ć—ć–≥–ī—ć—Ö“Į“Į–Ĺ–ł–Ļ “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć–Ľ–ł–Ļ–Ĺ —Ö—ć—Ä—ć–≥—Ü—ć—ć–≥ —Ö–į–Ĺ–≥–į–∂ —á–į–ī–į—Ö–≥“Į–Ļ. –Ē–į–≤—ā–į–ľ–∂ —Ö—É–≤–ł—Ä–≥–į–≥—á –Ĺ—Ć –ī–į–≤—ā–į–ľ–∂–ł–Ļ–≥ —É—Ź–Ĺ —Ö–į—ā–į–Ĺ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–∂, —Ö—É—Ä–ī–Ĺ—č —É—Ź–Ĺ —Ö–į—ā–į–Ĺ —Ö—Ź–Ĺ–į–Ľ—ā—č–≥ —Ö—ć—Ä—ć–≥–∂“Į“Į–Ľ—ć—Ö –Ī–ĺ–Ľ–ĺ–ľ–∂—ā–ĺ–Ļ. –£–Ľ–į–ľ–∂–Ľ–į–Ľ—ā —ą–į—Ö–į—Ö –ľ–į—ą–ł–Ĺ —ā–ĺ–Ĺ–ĺ–≥ —ā”©—Ö”©”©—Ä”©–ľ–∂–ł–Ļ–Ĺ —Ö—É—Ä–ī–Ĺ—č —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ö—Ź–∑–≥–į–į—Ä–Ľ–į–Ľ—ā –ī—ć—ć—Ä “Į–Ĺ–ī—ć—Ā–Ľ—ć—Ā—ć–Ĺ, –Ę–ĺ–≥—ā–ľ–ĺ–Ľ —Ö—É–≤—Ć—Ā–į—Ö —Ö—É—Ä–ī —ą–į–į—Ä–ī–Ľ–į–≥–į—ā–į–Ļ —ą–į—Ö–į—Ö —Ö—ć–≤–Ĺ–ł–Ļ –ľ–į—ą–ł–Ĺ—č —Ö—ć—Ā–≥–ł–Ļ–≥ –ī–į–≤—ā–į–ľ–∂–ł–Ļ–Ĺ —Ö—É–≤–ł—Ä–≥–į–Ľ—ā –Ī–ĺ–Ľ–≥–ĺ–Ĺ ”©”©—Ä—á–ł–Ľ–∂ –Ī–ĺ–Ľ–Ĺ–ĺ (2), –į–∂ “Į–Ļ–Ľ–ī–≤—ć—Ä–ł–Ļ–Ĺ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł–Ļ–Ĺ —Ö—É—Ä–ī–į—Ü—ā–į–Ļ –ī–ł–Ĺ–į–ľ–ł–ļ —ā”©–Ľ”©–≤–ł–Ļ–≥ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–į—Ö –Ī–ĺ–Ľ–ĺ–ľ–∂—ā–ĺ–Ļ, —ć—Ä—á–ł–ľ —Ö“Į—á–ł–Ļ–≥ “Į—Ä –ī“Į–Ĺ—ā—ć–Ļ —Ö—ć–ľ–Ĺ—ć–Ĺ—ć, —Ö–į—Ä–ł–Ĺ —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ–ł–Ļ–≥ –Ĺ—ć–≤—ā—Ä“Į“Į–Ľ—Ā–Ĺ—ć—ć—Ä —É–ī–ł—Ä–ī–Ľ–į–≥—č–≥ –ł–Ľ“Į“Į –ĺ–Ļ–Ľ–≥–ĺ–ľ–∂—ā–ĺ–Ļ, —É—Ź–Ĺ —Ö–į—ā–į–Ĺ –Ī–ĺ–Ľ–≥–ĺ–∂ —á–į–ī–Ĺ–į.
1 —Ā–ł—Ā—ā–Ķ–ľ–ł–Ļ–Ĺ –Ķ—Ä”©–Ĺ—Ö–ł–Ļ —Ö”©—ā”©–Ľ–Ī”©—Ä
-–ł–Ļ–Ĺ –≥–ĺ–Ľ “Į“Į—Ä—ć–≥ —ą–į—Ö–į—Ö —Ö—ć–≤–Ĺ–ł–Ļ –ľ–į—ą–ł–Ĺ —Ö–į–Ľ–į–į—Ö —Ź–≤–ī–į–Ľ —é–ľ, —ā“Į“Į—Ö–ł–Ļ —ć–ī–ł–Ļ–≥ —ą–į—Ö–į–∂, –Ī“Į—Ä–ī“Į“Į–Ľ–Ĺ—ć. (3) —ą–į—Ö–į—Ö —Ö—ć–≤–Ĺ–ł–Ļ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł (3) –≥–ĺ–Ľ—á–Ľ–ĺ–Ĺ –ī–į—Ä–į–į—Ö —ā–į–Ľ—É—É–ī—ā–į–Ļ: —Ö—ć–≤–Ĺ–ł–Ļ —Ö–į–į–Ľ—ā, —Ā—É—É–ī–Ľ—č–Ĺ —ā–į—Ä–ł–Ľ–≥–į, —ā–į—Ä–ł–Ľ–≥—č–Ĺ —Ü–į–≤—É—É, —Ā—É—É–ī–į–Ľ —ā–į—ā–į—Ö, —Ö—ć–≤–Ĺ–ł–Ļ –Ĺ—ć—ć–Ľ—ā, –≥—ć—Ö –ľ—ć—ā., –Ĺ—Ć —Ö—ć–≤ —Ö–į–į—Ö –ī”©—Ä–≤”©–Ĺ “Į–Ķ —ą–į—ā—ā–į–Ļ, —Ā—É—É–ī–į–Ľ –ĺ—Ä–ĺ—Ö, —Ā—É—É–ī–į–Ľ —ā–į—ā–į—Ö, —Ü–į–≤—É—É —ą–į—Ö–į—Ö –Ī–ĺ–Ľ–ĺ–Ĺ —Ö—ć–≤–Ĺ–ł–Ļ –Ĺ—ć—ć–Ľ—ā–ł–Ļ–Ĺ ”©–Ĺ–ī”©—Ä —Ö—É—Ä–ī –Ī–į –Ī–į–≥–į —Ö—É—Ä–ī–Ĺ—č —Ö–ĺ–ĺ—Ä–ĺ–Ĺ–ī–ĺ—Ö —Ź–Ľ–≥–į–į –Ī–į–Ļ–ī–į–≥, “Į–Ļ–Ľ —Ź–≤—Ü—č–Ĺ —ā–ĺ–ī–ĺ—Ä—Ö–ĺ–Ļ “Į–Ļ–Ľ –į–∂–ł–Ľ–Ľ–į–≥–į–į–Ĺ—č –Ņ—Ä–ĺ—Ü–Ķ—Ā—Ā—č–≥ –∑—É—Ä–į–≥—ā “Į–∑“Į“Į–Ľ—ć–≤ 1.

–•—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ –Ĺ—Ć MCGSE –Ņ—Ä–ĺ–≥—Ä–į–ľ–ľ —Ö–į–Ĺ–≥–į–ľ–∂ –ī—ć—ć—Ä —Ā—É—É—Ä–ł–Ľ—Ā–į–Ĺ –ľ–į—ą–ł–Ĺ—č –ł–Ĺ—ā–Ķ—Ä—Ą–Ķ–Ļ—Ā–ł–Ļ–Ĺ HMI-–≥ –į—ą–ł–≥–Ľ–į–ī–į–≥.
–•—Ź–Ĺ–į–≥—á –Ĺ—Ć PLC –į—ą–ł–≥–Ľ–į–ī–į–≥, PLC-–ł–Ļ–Ĺ –∑–į—Ö—č–Ĺ —ā”©—Ö”©”©—Ä”©–ľ–∂ –Ĺ—Ć –į—Ā–į–į—Ö-—É–Ĺ—ā—Ä–į–į—Ö —ā”©—Ä–Ľ–ł–Ļ–Ĺ –ĺ—Ä–ĺ–Ľ—ā, –≥“Į–Ļ—Ü—ć—ā–≥—ć–≥—á —ā”©—Ä–Ľ–ł–Ļ–Ĺ –≥–į—Ä–į–Ľ—ā–į–į—Ä —ā–ĺ–Ĺ–ĺ–≥–Ľ–ĺ–≥–ī—Ā–ĺ–Ĺ. –ú”©”©–≥”©–Ĺ—Ü”©—Ä —Ö–į–į—Ö –ī”©—Ä–≤”©–Ĺ —Ö”©–ī”©–Ľ–≥”©”©–Ĺ, —Ö—É–≤–į–Ĺ—Ü–į—Ä —ā–į—Ä–ł–Ľ–≥–į, —Ā—É—É–ī–į–Ľ —Ä—É—É –ĺ—Ä–ĺ—Ö –Ī–į –į—Ä—č–Ĺ —Ā—É—É–ī–į–Ľ, —Ö—É—Ä–ī—č–≥ ”©”©—Ä—á–Ľ”©—Ö–ł–Ļ–Ĺ —ā—É–Ľ–ī —Ö—ć–≤–Ĺ–ł–Ļ –Ĺ—ć—ć–Ľ—Ö–ł–Ļ–≥ —ą–į–į—Ä–ī–ī–į–≥. –¶–į—Ö–ł–Ľ–≥–į–į–Ĺ —Ā–ĺ—Ä–ĺ–Ĺ–∑–ĺ–Ĺ –Ĺ—Ć –ī–į–≤—ā–į–ľ–∂ ”©”©—Ä—á–Ľ”©–≥—á–ł–Ļ–≥ “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć—Ö—ć–ī –į—ą–ł–≥–Ľ–į–ī–į–≥, —ā“Į“Į–Ĺ–ł–Ļ –Ī—É—Ā–į–ī –Ī“Į—Ä—ć–Ľ–ī—ć—Ö“Į“Į–Ĺ —Ö—ć—Ā–≥“Į“Į–ī –Ĺ—Ć —Ü–į—Ö–ł–Ľ–≥–į–į–Ĺ —Ā–ĺ—Ä–ĺ–Ĺ–∑–ĺ–Ĺ —É–ī–ł—Ä–ī–Ľ–į–≥–į—ā–į–Ļ —Ö–į–≤—Ö–Ľ–į–≥—č–Ĺ —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ–ł–Ļ–≥ –į—ą–ł–≥–Ľ–į–ī–į–≥ —Ö—ć–≤—ć—ć—Ä –Ī–į–Ļ–Ĺ–į, —Ü–į—Ö–ł–Ľ–≥–į–į–Ĺ —Ā–ĺ—Ä–ĺ–Ĺ–∑–ĺ–Ĺ —Ö–į–≤—Ö–Ľ–į–≥–į–į—Ä –ī–į–ľ–∂—É—É–Ľ–į–Ĺ, –ī—É–Ĺ–ī —Ä–Ķ–Ľ–Ķ –Ĺ—Ć —ą–į—Ö–į—Ö —Ö—ć–≤–Ĺ–ł–Ļ –ľ–į—ą–ł–Ĺ—č–≥ –Ī—É—Ā–į–ī —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł–Ļ–Ĺ —Ö—Ź–Ĺ–į–Ľ—ā—č–≥ —Ö—ć—Ä—ć–≥–∂“Į“Į–Ľ—Ā—ć–Ĺ, –ó—É—Ä–į–≥—ā “Į–∑“Į“Į–Ľ—Ā—ć–Ĺ —ą–ł–≥ –ī–į–≤—ā–į–ľ–∂–ł–Ļ–Ĺ ”©”©—Ä—á–Ľ”©–Ľ—ā –Ī–ĺ–Ľ–ĺ–Ĺ PLC —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ–ł–Ļ–Ĺ —ā”©–Ľ”©–≤–Ľ”©–≥”©”©–Ĺ–ī “Į–Ĺ–ī—ć—Ā–Ľ—ć–Ĺ 2.
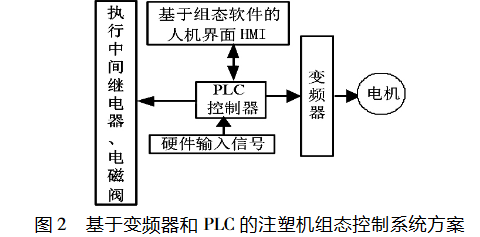
2 –°–ł—Ā—ā–Ķ–ľ–ł–Ļ–Ĺ –ī–ł–∑–į–Ļ–Ĺ

–£–ī–ł—Ä–ī–Ľ–į–≥—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ –Ĺ—Ć Mitsubishi –ļ–ĺ—Ä–Ņ–ĺ—Ä–į—Ü–ł–Ļ–Ĺ “Į–Ĺ–ī—Ā—ć–Ĺ PLC –Ī“Į—ā—ć—ć–≥–ī—ć—Ö“Į“Į–Ĺ–ł–Ļ–≥ –į—ą–ł–≥–Ľ–į–ī–į–≥
FX3U-32MR / –ź, 16 –ĺ—Ä–ĺ–Ľ—ā / 16 –≥–į—Ä–į–Ľ—ā, —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ–ł–Ļ–≥ –ł–Ľ“Į“Į –ĺ–Ļ–Ľ–≥–ĺ–ľ–∂—ā–ĺ–Ļ –Ī–ĺ–Ľ–≥–ĺ—Ö—č–Ĺ —ā—É–Ľ–ī, PLC –ĺ—Ä–ĺ–Ľ—ā—č–Ĺ —Ö–į—Ź–≥–ł–Ļ–Ĺ –Ķ—Ä–ī–ł–Ļ–Ĺ —Ö—É–≤–į–į—Ä–ł–Ľ–į–Ľ—ā—č–Ĺ –ī”©—Ä–≤”©–Ĺ —ā–ĺ–Ĺ–ĺ–≥ —ā”©—Ö”©”©—Ä”©–ľ–∂–ł–Ļ–Ĺ —ā–ĺ–≤—á–Ľ—É—É—Ä–į–į—Ā –≥–į–ī–Ĺ–į, MCGSE —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č –Ņ—Ä–ĺ–≥—Ä–į–ľ —Ö–į–Ĺ–≥–į–ľ–∂–ł–ī –ľ”©–Ĺ –≤–ł—Ä—ā—É–į–Ľ –Ī“Į—Ä—ć–Ľ–ī—ć—Ö“Į“Į–Ĺ —Ö—ć—Ā–≥–ł–Ļ–Ĺ M —Ö–į—Ź–≥–ł–Ļ–≥ ”©–≥—Ā”©–Ĺ, —Ö–į—Ä–į–į–Ĺ—č —Ö—Ź–Ĺ–į–Ľ—ā—č–≥ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–į—Ö—č–Ĺ —ā—É–Ľ–ī. –Ę–į—Ä–ł–Ľ–≥—č–Ĺ –ľ–į—ą–ł–Ĺ —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ PLC –≥–į–ī–į–į–ī –ĺ—Ä–ĺ–Ľ—ā—č–Ĺ —ā–į–Ľ, –≥–į—Ä–į–Ľ—ā—č–Ĺ —ā–į–Ľ—č–Ĺ —É—ā–į—Ā —ā“Į–≥—ć—ć—Ö –ī–ł–į–≥—Ä–į–ľ–ľ—č–≥ –ó—É—Ä–į–≥ –ī—ć—ć—Ä “Į–∑“Į“Į–Ľ—ć–≤ 4.

–Ď–ĺ–Ĺ–ī–ł–Ĺ–≥–ł–Ļ–Ĺ —ą–į—Ö–į—Ö –ľ–į—ą–ł–Ĺ —Ö—É–≤—Ć—Ā–į—Ö –ī–į–≤—ā–į–ľ–∂–ł–Ļ–Ĺ —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ “Į–Ļ–Ľ —Ź–≤—Ü, —Ö—ć–≤–Ĺ–ł–Ļ –Ĺ—ć—ć–Ľ—ā, —Ā—É—É–ī–į–Ľ —Ö–ĺ–ĺ–Ľ–Ľ–ĺ—Ö, –ī–į—Ä–į–į—Ö —Ü–į–≤—É—É —ā–į—Ä–ł–Ľ–≥–į
–¶–į—Ö–ł–Ľ–≥–į–į–Ĺ –ī–ĺ—Ö–ł–ĺ –Ĺ—Ć –ī–į–≤—ā–į–ľ–∂ —Ö—É–≤–ł—Ä–≥–į–≥—á–ł–Ļ–Ĺ —É—Ä–į–≥—ą —ć—Ä–≥“Į“Į–Ľ—ć—Ö —ć—Ö–Ľ—ć–Ľ–ł–Ļ–Ĺ –ī–ĺ—Ö–ł–ĺ—ā–ĺ–Ļ —Ö–ĺ–Ľ–Ī–ĺ–≥–ī–ī–ĺ–≥, —Ö–į–≤—á–ł—Ö –Ī–į –į—Ä—č–Ĺ —Ä–Ķ–Ľ–Ķ–Ĺ–ł–Ļ –ī–ĺ—Ö–ł–ĺ –Ĺ—Ć –ī–į–≤—ā–į–ľ–∂ —Ö—É–≤–ł—Ä–≥–į–≥—á–ł–Ļ–Ĺ —É—Ä–≤—É—É —ć—Ö–Ľ—ć—Ö –ī–ĺ—Ö–ł–ĺ—ā–ĺ–Ļ —Ö–ĺ–Ľ–Ī–ĺ–≥–ī—Ā–ĺ–Ĺ, –≥–į–ī–į–į–ī —Ä–Ķ–Ľ–Ķ–Ĺ–ł–Ļ –ī–ĺ—Ö–ł–ĺ –Ī–į –ī–į–≤—ā–į–ľ–∂ —Ö—É–≤–ł—Ä–≥–į–≥—á–ł–Ļ–Ĺ —ć–Ķ—Ä—ć–≥ –Ī–į —Ā”©—Ä”©–≥ —ć—Ä–≥—ć—Ö –ī–ĺ—Ö–ł–ĺ–Ĺ—č —Ö–ĺ–ĺ—Ä–ĺ–Ĺ–ī—č–Ĺ —Ö–į–ľ–į–į—Ä–Ľ—č–≥ –ó—É—Ä–į–≥ –ī—ć—ć—Ä “Į–∑“Į“Į–Ľ—ć–≤. 5.

2.2 –Ę–į—Ä–ł–Ľ–≥–į —Ö–ł–Ļ—Ö –ľ–į—ą–ł–Ĺ—č —Ö—É–≤—Ć—Ā–į—Ö –ī–į–≤—ā–į–ľ–∂–ł–Ļ–Ĺ –ī–ł–∑–į–Ļ–Ĺ—č —Ā–į–Ĺ–į–į–Ĺ—É—É–ī
–Ę–į—Ä–ł–Ľ–≥—č–Ĺ –ľ–į—ą–ł–Ĺ —Ź–Ĺ–∑ –Ī“Į—Ä–ł–Ļ–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā—Ā –Ĺ—Ć ”©”©—Ä ”©”©—Ä –ī–į—Ä–į–Ľ—ā, —Ö—É—Ä–ī —ą–į–į—Ä–ī–ī–į–≥, —ā–ĺ–Ĺ–ĺ–≥ —ā”©—Ö”©”©—Ä”©–ľ–∂–ł–Ļ–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā—Ā—č–Ĺ —ą–į–į—Ä–ī–Ľ–į–≥—č–Ĺ –ī–į–≥—É—É, –ī–ł–∑–į–Ļ–Ĺ—č —Ā–į–Ĺ–į–į–Ĺ—É—É–ī—č–Ĺ –ł–Ĺ–≤–Ķ—Ä—ā–Ķ—Ä —Ö—ć—Ā—ć–≥ –Ĺ—Ć –ī–į—Ä–į–į—Ö –Ī–į–Ļ–ī–į–Ľ—ā–į–Ļ –Ī–į–Ļ–Ĺ–į:
(1) –ź–Ĺ—Ö–Ĺ—č —Ö—ć–≤–Ĺ–ł–Ļ —Ö–į–≤—á–ł—Ö –Ĺ—Ć —Ö—ć–≤–ł–Ļ–≥ —Ö—É—Ä–ī–į–Ĺ —Ö–į–≤—á–ł—Ö—č–≥ —ą–į–į—Ä–ī–ī–į–≥, “Į–Ļ–Ľ —Ź–≤—Ü –Ĺ—Ć –ł–Ľ“Į“Į –ł—Ö –ī–į—Ä–į–ľ—ā —ą–į–į—Ä–ī–ī–į–≥, —ą–į—Ö–į—Ö —Ö—ć–≤–Ĺ–ł–Ļ –ľ–į—ą–ł–Ĺ—č –į–∂–ł–Ľ–Ľ–į—Ö –∑–į—Ä—á–ł–ľ –Ĺ—Ć —ą–į—Ö–į—Ö –ī–į—Ä–į–Ľ—ā –Ĺ—Ć –ľ–ĺ—ā–ĺ—Ä—č–Ĺ —Ö—É—Ä–ī—ā–į–Ļ –Ņ—Ä–ĺ–Ņ–ĺ—Ä—Ü–ł–ĺ–Ĺ–į–Ľ—Ć –Ī–į–Ļ–≥–į–į–≥ —Ö–į—Ä–∂ –Ī–ĺ–Ľ–Ĺ–ĺ.. –Ē–į–≤—ā–į–ľ–∂ —Ö—É–≤–ł—Ä–≥–į–≥—á–ł–Ļ–Ĺ —Ö—É—Ä–ī–Ĺ—č —ā–ĺ–ľ—ä—Ď–ĺ–Ĺ–ĺ–ĺ—Ā, —Ö—É—Ä–ī –Ī–į –ī–į–≤—ā–į–ľ–∂–ł–Ļ–≥ —ć–Ķ—Ä—ć–≥ —Ö–į—Ä—Ć—Ü–į–į –Ī–ĺ–Ľ–≥–ĺ–Ĺ —Ö—É–≤–ł—Ä–≥–į–Ĺ–į, —ā–ł–Ļ–ľ—ć—ć—Ā —ć—Ö–Ĺ–ł–Ļ —Ö–į–≤—á–ł—Ö –ī–į–≤—ā–į–ľ–∂ –Ĺ—Ć –ł–Ľ“Į“Į —ā–ĺ–ľ –ī–į–≤—ā–į–ľ–∂–ł–Ļ–≥ –į—ą–ł–≥–Ľ–į—Ö —Ď—Ā—ā–ĺ–Ļ, 45 –ď—Ü –Ī–ĺ–Ľ–≥–ĺ–Ĺ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–Ĺ–į, –Ĺ”©–Ľ”©”©–Ľ–Ľ–ł–Ļ–≥ –Ī–į–≥–į—Ā–≥–į—Ö—č–Ĺ —ā—É–Ľ–ī, —Ö–ĺ–∂—É—É —Ö–į–≤—á–ł—Ö, —ā—ć—Ä –Ī–ĺ–Ľ, —É–ī–į–į–Ĺ —Ö–į–≤—á–ł—Ö “Į–Ļ–Ľ —Ź–≤—Ü –Ĺ—Ć –Ī–į–≥–į —Ö—É—Ä–ī—ā–į–Ļ, –Ī–į–≥–į –ī–į—Ä–į–Ľ—ā—ā–į–Ļ –Ī–į–Ļ—Ö —Ď—Ā—ā–ĺ–Ļ, 25 –ď—Ü –ī–į–≤—ā–į–ľ–∂.
(2) “ģ–Ļ–Ľ —Ź–≤—Ü —Ä—É—É —Ā—É—É–ī–į–Ľ —ć—Ö–Ĺ–ł–Ļ —ą–į—ā–į–Ĺ–ī, —Ö—É—Ä–ī –Ĺ—Ć –ł–Ľ“Į“Į —Ö—É—Ä–ī–į–Ĺ, –ī–į–≤—ā–į–ľ–∂ –Ĺ—Ć 45 –ď—Ü, –ľ”©–Ĺ 3 —Ā–Ķ–ļ—É–Ĺ–ī—č–Ĺ –∑–į–≤—Ā–į—Ä–Ľ–į–≥–į–į–Ĺ—č –ī–į—Ä–į–į, –Ī–į–Ļ—Ä–Ľ–į–Ľ–ī “Į–Ĺ—ć–Ĺ –∑”©–≤, –∂–ł–≥–ī —Ö“Į—Ä—ć—Ö–ł–Ļ–Ĺ —ā—É–Ľ–ī 15 –ď—Ü-–ł–Ļ–Ĺ –Ī–į–≥–į –ī–į–≤—ā–į–ľ–∂–ł–Ļ–≥ –į—ą–ł–≥–Ľ–į–ī–į–≥.
(3) –Ę–į—Ä–ł–Ľ–≥—č–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā—Ā—č–Ĺ —Ö—ć—Ā–≥–ł–Ļ–≥ —Ö—É–≤–ł—Ä–≥–į—Ö —Ö–į—Ä–ł—É —Ā–į–į—ā–Ľ—č–≥ —ą–ł–Ļ–ī–≤—ć—Ä–Ľ—ć—Ö–ł–Ļ–Ĺ —ā—É–Ľ–ī, —Ö—É–≤–į–Ĺ—Ü–į—Ä –ľ–į—ā–Ķ—Ä–ł–į–Ľ—č–≥ –ł–Ľ“Į“Į —Ā–į–Ļ–Ĺ —É—Ä—Ā–≥–į–Ľ—č–Ĺ —ā”©–Ľ”©–≤—ā —Ü—É—ā–≥–į—Ā–į–Ĺ, –•—É–≤–į–Ĺ—Ü–į—Ä –ľ–į—ā–Ķ—Ä–ł–į–Ľ—č–Ĺ —á–į–Ĺ–į—Ä—č–≥ —Ā–į–Ļ–∂—Ä—É—É–Ľ–į—Ö, —ā–į—Ä–ł–Ľ–≥—č–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā—Ā—ā —Ź–Ĺ–∑ –Ī“Į—Ä–ł–Ļ–Ĺ —ā–į—Ä–ł–Ľ–≥—č–Ĺ —Ö—É—Ä–ī—č–≥ –į—ą–ł–≥–Ľ–į–ī–į–≥. –Ę–į—Ä–ł–Ľ–≥—č–Ĺ “Į–Ļ–Ľ —Ź–≤—Ü—č–Ĺ —ć—Ö–Ĺ–ł–Ļ —ą–į—ā–į–Ĺ–ī —Ö—É—Ä–ī –Ĺ—Ć –ł–Ľ“Į“Į —Ö—É—Ä–ī–į–Ĺ –Ī–į–Ļ–ī–į–≥, –ī–į–≤—ā–į–ľ–∂–ł–Ļ–Ĺ —Ö—É—Ä–ī –Ĺ—Ć 50 –ď—Ü, –Ī–į —ā–ĺ–≥—ā–≤–ĺ—Ä—ā–ĺ–Ļ —Ö—É—Ä–ī 20 –ď—Ü-–ł–Ļ–Ĺ –ī–į—Ä–į–į –į—ą–ł–≥–Ľ–į—Ö —Ď—Ā—ā–ĺ–Ļ 2 —Ā–Ķ–ļ—É–Ĺ–ī—č–Ĺ –ī–ĺ—ā–ĺ—Ä —Ā–į–≤–Ľ–į—Ö –ī–į—Ä–į–Ľ—ā—č–≥ –Ī–ł–Ļ –Ī–ĺ–Ľ–≥–ĺ–Ĺ–ĺ.
(4) –°—É—É–ī–Ľ—č–Ĺ –į—Ä —ā–į–Ľ—č–Ĺ “Į–Ļ–Ľ —Ź–≤—Ü –Ĺ—Ć —Ā—É—É–ī–į–Ľ—ā–į–Ļ —ā”©—Ā—ā—ć–Ļ, –ł–Ľ“Į“Į —Ö—É—Ä–ī–į–Ĺ —Ö—É—Ä–ī–Ĺ—č —Ö—ć—Ä—ć–≥—Ü—ć—ć, –ī–į–≤—ā–į–ľ–∂ –Ĺ—Ć 45 –ď—Ü, 3 —Ā–Ķ–ļ—É–Ĺ–ī—č–Ĺ –ī–į—Ä–į–į –Ī–į–Ļ—Ä–Ľ–į–Ľ–ī —Ö“Į—Ä—ć—Ö “Į–Ķ–ī —Ö—É—Ä–ī –Ĺ—Ć —ā–ĺ–≥—ā–≤–ĺ—Ä—ā–ĺ–Ļ –Ī–į–Ļ—Ö —Ď—Ā—ā–ĺ–Ļ, –ī–į–≤—ā–į–ľ–∂–ł–Ļ–Ĺ –ī–į–≤—ā–į–ľ–∂ –Ĺ—Ć 15 –ď—Ü –Ī–į–Ļ–Ĺ–į.
(5) –•—É–≤–į–Ĺ—Ü–į—Ä —Ö—ć–Ľ–Ī—ć—Ä–ł–Ļ–Ĺ –ī–į—Ä–į–į, –ú”©”©–≥”©–Ĺ—Ü”©—Ä –Ĺ—Ć –ī—É–Ĺ–ī –∑—ć—Ä–≥–ł–Ļ–Ĺ —Ö—É—Ä–ī—ā–į–Ļ –Ī–į–Ļ—Ö —ą–į–į—Ä–ī–Ľ–į–≥–į—ā–į–Ļ, –Ī–į–≥–į –∑—ć—Ä—ć–≥ ”©–Ĺ–ī”©—Ä –ī–į—Ä–į–Ľ—ā, –ī–į–≤—ā–į–ľ–∂ –Ĺ—Ć 30 –ď—Ü, –ī–į—Ä–į–į –Ĺ—Ć —Ö—É—Ä–ī, –ī–į—Ä–į–Ľ—ā –Ī–į–≥–į—Ā–Ĺ–į, –ī–į–≤—ā–į–ľ–∂–ł–Ļ–Ĺ –ī–į–≤—ā–į–ľ–∂ –Ĺ—Ć 15 –ď—Ü.
–Ę–į—Ä–ł–Ľ–≥—č–Ĺ –ľ–į—ą–ł–Ĺ—č–≥ –ī–į–≤—ā–į–Ĺ —Ö—É—Ä–ī–Ĺ—č —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —ą–į–į—Ä–ī–Ľ–į–≥—č–Ĺ –ī–į–≥—É—É, –ī–į–≤—ā–į–ľ–∂ —Ö—É–≤–ł—Ä–≥–į–≥—á –Ĺ—Ć –ĺ–Ľ–ĺ–Ĺ —Ö—É—Ä–ī–Ĺ—č —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ –≥–ĺ—Ä–ł–ľ—č–≥ –į—ą–ł–≥–Ľ–į–ī–į–≥ [5], –Ī–ĺ–Ľ–ĺ–Ĺ ”©–Ĺ–ī”©—Ä —Ö—É—Ä–ī–Ĺ—č RH —ā”©–≥—Ā–≥”©–Ľ, –ī—É–Ĺ–ī —Ö—É—Ä–ī–Ĺ—č RM —ā”©–≥—Ā–≥”©–Ľ, FR-740 –ī–į–≤—ā–į–ľ–∂ —Ö—É–≤–ł—Ä–≥–į–≥—á–ł–Ļ–Ĺ –Ī–į–≥–į —Ö—É—Ä–ī–Ĺ—č RL —ā”©–≥—Ā–≥”©–Ľ –Ī–į PLC –≥–į—Ä–į–Ľ—ā—č–Ĺ –ī–ĺ—Ö–ł–ĺ–≥ Y14 —É–ī–ł—Ä–ī–ī–į–≥., Y15, Y16. M1-M3-–į–į—Ā —Ö–ĺ–Ļ—ą –≥—É—Ä–≤–į–Ĺ –ľ–ĺ—ā–ĺ—Ä –Ĺ—ć–≥—ć–Ĺ –∑—ć—Ä—ć–≥ –į–∂–ł–Ľ–Ľ–į—Ö–≥“Į–Ļ –Ī–į–Ļ–Ĺ–į, –ī–į–≤—ā–į–ľ–∂ —Ö—É–≤–ł—Ä–≥–į–≥—á–ł–Ļ–≥ –Ĺ–ł–Ļ—ā–Ľ—ć–≥ –į—ą–ł–≥–Ľ–į–∂ –Ī–ĺ–Ľ–Ĺ–ĺ, –ĺ—Ä–ĺ–Ľ—ā—č–≥ –Ī–į–≥–į—Ā–≥–į—Ö, R H —Ö–į—Ä–ł—É P r. 4 –Ņ–į—Ä–į–ľ–Ķ—ā—Ä“Į“Į–ī, –Ī–ĺ–Ľ–ĺ–Ĺ P r-–ī ”©–≥—Ā”©–Ĺ M —Ö–į—Ä–ł—É–Ľ—ā. 5. –ü–į—Ä–į–ľ–Ķ—ā—Ä“Į“Į–ī, R L-—ć—ć—Ā Pr.6 —Ö“Į—Ä—ā—ć–Ľ—Ö –Ņ–į—Ä–į–ľ–Ķ—ā—Ä“Į“Į–ī, –ī–į–≤—ā–į–ľ–∂ 4 –ī–į–≤—ā–į–ľ–∂ —Ä—É—É 7 —Ö–į—Ä–≥–į–Ľ–∑–į—Ö Pr. 24-–ü—Ä. 27, –ī–į–≤—ā–į–ľ–∂–ł–Ļ–Ĺ –ī—É–≥–į–į—Ä, –Ņ–į—Ä–į–ľ–Ķ—ā—Ä, –Ī–ĺ–Ľ–ĺ–Ĺ RH, RM, –•“Į—Ā–Ĺ—ć–≥—ā—ć–Ĺ–ī “Į–∑“Į“Į–Ľ—Ā—ć–Ĺ —ą–ł–≥ RL —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ 1, —ā—É—Ö–į–Ļ–Ľ–Ī–į–Ľ Pr.4 = 25, Pr.2 = 20, –≥—ć—Ö –ľ—ć—ā.

2.3PLC –Ņ—Ä–ĺ–≥—Ä–į–ľ—á–Ľ–į–Ľ—č–Ĺ –ī–ł–∑–į–Ļ–Ĺ—č —Ā–į–Ĺ–į–į —ą–į—Ö–į—Ö —Ö—ć–≤–Ĺ–ł–Ļ –ľ–į—ą–ł–Ĺ

–ě—Ä–ĺ–Ĺ –∑–į–Ļ–Ĺ —Ö—Ź–∑–≥–į–į—Ä–Ľ–į–Ľ—ā—ā–į–Ļ —Ö–ĺ–Ľ–Ī–ĺ–ĺ—ā–ĺ–Ļ, –≠–Ĺ—ć –Ĺ–ł–Ļ—ā–Ľ—ć–Ľ –Ĺ—Ć –į–≤—ā–ĺ–ľ–į—ā –≥–ĺ—Ä–ł–ľ—č–Ĺ –∂–ł—ą—ć—ć–Ĺ –ī—ć—ć—Ä –Ņ—Ä–ĺ–≥—Ä–į–ľ—á–Ľ–į–Ľ—č–≥ —ā–į–Ĺ–ł–Ľ—Ü—É—É–Ľ–∂ –Ī–į–Ļ–Ĺ–į
–•—É–≤–į–Ĺ—Ü–į—Ä —ą–į—Ö–į—Ö –ľ–į—ą–ł–Ĺ—č PLC –Ņ—Ä–ĺ–≥—Ä–į–ľ—á–Ľ–į–Ľ—č–Ĺ –ī–ł–∑–į–Ļ–Ĺ—č —Ā–į–Ĺ–į–į
–•—É–≤–į–Ĺ—Ü–į—Ä —ą–į—Ö–į—Ö –ľ–į—ą–ł–Ĺ–ī –∑–ĺ—Ä–ł—É–Ľ—Ā–į–Ĺ –į–≤—ā–ĺ–ľ–į—ā –≥–ĺ—Ä–ł–ľ—č–Ĺ SFC –Ņ—Ä–ĺ–≥—Ä–į–ľ—á–Ľ–į–Ľ—č–Ĺ —Ā–į–Ĺ–į–į
–ü—Ä–ĺ—Ü–Ķ—Ā—Ā –Ĺ—Ć —Ö—É—Ä–ī–į–Ĺ —Ö–į–≤—á–ł—Ö –ī–į–≤—ā–į–ľ–∂–ł–Ļ–≥ —ą–į–į—Ä–ī–ī–į–≥ 45 –ď—Ü, –ī–į–≤—ā–į–ľ–∂—ā–į–Ļ —ā–ĺ—Ö–ł—Ä—á –Ī–į–Ļ–Ĺ–į 6 –•“Į—Ā–Ĺ—ć–≥—ā–ł–Ļ–Ĺ 1, –≠–Ĺ—ć –į–∂–Ľ—č–Ĺ “Į–Ķ —ą–į—ā–į–Ĺ–ī, Y14 –Ī–į Y15-–ł–Ļ–≥ –Ĺ—ć–≥—ć–Ĺ –∑—ć—Ä—ć–≥ —Ö–ĺ–Ľ–Ī–ĺ—Ö —ą–į–į—Ä–ī–Ľ–į–≥–į—ā–į–Ļ, –ó—É—Ä–į–≥—ā–į–Ļ —Ö–ĺ—Ā–Ľ—É—É–Ľ—Ā–į–Ĺ 5, —Ö—ć–≤–Ĺ–ł–Ļ —Ö–į–į–Ľ—ā—č–Ĺ —É—Ä–į–≥—ą —Ö”©—Ä–≤“Į“Į–Ľ—ć–≥—á–ł–Ļ–Ĺ —ć—Ö–Ľ—ć–Ľ–ł–Ļ–Ĺ –ī–ĺ—Ö–ł–ĺ–≥ ”©–≥”©—Ö —ą–į–į—Ä–ī–Ľ–į–≥–į—ā–į–Ļ –Ī–į–Ļ–≥–į–į–≥ –Ī–ł–ī —Ö–į—Ä–∂ –Ī–į–Ļ–Ĺ–į. –Ę–į—Ä–ł–Ľ–≥—č–Ĺ –ľ–į—ą–ł–Ĺ —Ā–ł—Ā—ā–Ķ–ľ –į–≤—ā–ĺ–ľ–į—ā –≥–ĺ—Ä–ł–ľ–ī –Ī–į–Ļ—Ö “Į–Ķ–ī, –°–ł—Ā—ā–Ķ–ľ–ł–Ļ–Ĺ SFC –Ņ—Ä–ĺ–≥—Ä–į–ľ—á–Ľ–į–Ľ—č–Ĺ —Ā–į–Ĺ–į–į–≥ –ó—É—Ä–į–≥ –ī—ć—ć—Ä “Į–∑“Į“Į–Ľ—ć–≤ 6, –Ī–į M0 –Ĺ—Ć —ć—Ö–Ĺ–ł–Ļ –į–Ľ—Ö–į–ľ —é–ľ. M1-M13 –Ĺ—Ć —Ö—ć–≤–Ĺ–ł–Ļ —Ö—É—Ä–ī–į–Ĺ —Ö–į–≤—á–ł—Ö—ā–į–Ļ —ā–ĺ—Ö–ł—Ä—á –Ī–į–Ļ–Ĺ–į – ejector rod back action process, —ą–į—Ö–į—Ö —Ö—ć–Ľ–Ī—ć—Ä–ł–Ļ–≥ —É—Ź–Ĺ —Ö–į—ā–į–Ĺ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–į—Ö –∑–ĺ—Ä–ł–Ľ–≥–ĺ–ĺ—Ä, M1 –į–Ľ—Ö–į–ľ–ī, —ā–į–Ļ–ľ–Ķ—Ä T1 —Ü–į–≥ –Ĺ—Ć —ā–ĺ–≥—ā–ľ–ĺ–Ľ —ā–ĺ–≥—ā–ľ–ĺ–Ľ K30 –į—ą–ł–≥–Ľ–į–ī–į–≥–≥“Į–Ļ, –≥—ć—Ö–ī—ć—ć D2 –į—ą–ł–≥–Ľ–į–ī–į–≥, –Ē–į—Ä–į–į—Ö —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č –ł–Ĺ—ā–Ķ—Ä—Ą–Ķ–Ļ—Ā—ć—ć—Ä –ī–į–ľ–∂—É—É–Ľ–į–Ĺ —Ö—ć–≤–Ĺ–ł–Ļ —Ö–į–≤—á–ł—Ö —Ö—É–≥–į—Ü–į–į–≥ —Ö—É—Ä–ī–į–Ĺ —É—Ź–Ĺ —Ö–į—ā–į–Ĺ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–∂ –Ī–ĺ–Ľ–Ĺ–ĺ.
–ü–į—Ä–į–ľ–Ķ—ā—Ä“Į“Į–ī, —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ–ł–Ļ–≥ –ł–Ĺ–≤–Ķ—Ä—ā–Ķ—Ä –Ī–ĺ–Ľ–ĺ–Ĺ —ą–į—Ö–į—Ö —Ö—ć–≤–Ĺ–ł–Ļ –ľ–į—ą–ł–Ĺ—č PLC —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ –ī—ć—ć—Ä “Į–Ĺ–ī—ć—Ā–Ľ—ć–Ĺ –Ī–ĺ–Ľ–ĺ–≤—Ā—Ä—É—É–Ľ—Ā–į–Ĺ –Ī–ĺ–Ľ–Ĺ–ĺ., –ľ”©–Ĺ —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ–ł–Ļ–≥ MCGSE —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č –Ņ—Ä–ĺ–≥—Ä–į–ľ–ľ —Ö–į–Ĺ–≥–į–ľ–∂–ł–Ļ–≥ –į—ą–ł–≥–Ľ–į–Ĺ –Ī–į–Ļ–≥—É—É–Ľ–Ĺ–į. –ź–≤—ā–ĺ–ľ–į—ā –ł–Ĺ—ā–Ķ—Ä—Ą–Ķ–Ļ—Ā —Ä“Į“Į ”©–≥”©–≥–ī–ľ”©–Ľ, –į–≤—ā–ĺ–ľ–į—ā –ī—ć–Ľ–≥—ć—Ü—ć–Ĺ –ī—ć—ć—Ä —ą–ł–Ľ–∂–ł—Ö —ā–ĺ–≤—á–Ľ—É—É—Ä–į–į—Ä –ī–į–ľ–∂—É—É–Ľ–į–Ĺ –≥–į—Ä—č–Ĺ –į–≤–Ľ–į–≥—č–Ĺ –ł–Ĺ—ā–Ķ—Ä—Ą–Ķ–Ļ—Ā —Ä“Į“Į –ĺ—Ä–∂ –Ī–ĺ–Ľ–Ĺ–ĺ, –ł–∂–ł–Ľ –≥–į—Ä—č–Ĺ –į–≤–Ľ–į–≥—č–Ĺ –ł–Ĺ—ā–Ķ—Ä—Ą–Ķ–Ļ—Ā–ł–Ļ–≥ –į–≤—ā–ĺ–ľ–į—ā–∂—É—É–Ľ—Ā–į–Ĺ –ł–Ĺ—ā–Ķ—Ä—Ą—ć–Ļ—Ā —Ä“Į“Į –Ī—É—Ü–į–į—Ö –Ī–ĺ–Ľ–ĺ–ľ–∂—ā–ĺ–Ļ, –ł–Ĺ—ā–Ķ—Ä—Ą–Ķ–Ļ—Ā, –Ī—É—É–ī–Ľ–į–≥—č–Ĺ —Ü–į–≤—É—É “Į–Ļ–Ľ–ī–Ľ–ł–Ļ–Ĺ —ā–ĺ–≤—á–Ľ—É—É—Ä –≥—ć—Ö –ľ—ć—ā, —Ö—É—Ä–ī–į–Ĺ —Ö–į–į–Ľ—ā—č–Ĺ –≥–ĺ—Ä–ł–ľ –Ī–ĺ–Ľ–ĺ–Ĺ —ą–ł–Ľ–∂“Į“Į–Ľ—ć–≥—á–ł–Ļ–Ĺ —ā”©—Ä”©–Ľ–ī –∑–ĺ—Ä–ł—É–Ľ—Ā–į–Ĺ –Ī—É—Ā–į–ī –į–∂–ł–Ľ–Ľ–į–∂ –Ī–į–Ļ–≥–į–į –∑–į–į–≥—á –≥—ć—Ä–Ľ–ł–Ļ–Ĺ ”©–≥”©–≥–ī–Ľ–ł–Ļ–Ĺ —ā”©—Ä”©–Ľ, —ā—É—Ā —ā—É—Ā–į–ī –Ĺ—Ć ”©”©—Ä M —Ö–į—Ź–≥ –ĺ–Ĺ–ĺ–ĺ–Ĺ–ĺ, –•—ć–≤–Ĺ–ł–Ļ —Ö—É—Ä–ī–į–Ĺ —Ö–į–į–Ľ—ā—č–≥ —É—Ź–Ĺ —Ö–į—ā–į–Ĺ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–į—Ö—č–Ĺ —ā—É–Ľ–ī, —Ö—É—Ä–ī–į–Ĺ —Ā—É—É–ī–į–Ľ —Ä—É—É –ĺ—Ä–Ĺ–ĺ, —Ö—É—Ä–ī–į–Ĺ —ā–į—Ä–ł–Ľ–≥–į —Ö–ł–Ļ—Ö —Ö—É–≥–į—Ü–į–į, —ć—Ä–≥—ć—ć–ī D2-D4-–ł–Ļ–Ĺ —ā–į—Ä—Ö–į–Ľ—ā, —ā–ĺ–ĺ–Ĺ —ā”©—Ä–Ľ–ł–Ļ–Ĺ ”©–≥”©–≥–ī–Ľ–ł–Ļ–Ĺ —ā”©—Ä”©–Ľ, –≥–į–∑–į—Ä –ī—ć—ć—Ä –Ĺ—Ć –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–ł–Ļ–Ĺ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–≥–į —Ö“Į—Ä—ć—Ö–ł–Ļ–Ĺ —ā—É–Ľ–ī –ĺ—Ä–ĺ–Ľ—ā—č–Ĺ —Ö–į–Ļ—Ä—Ü–į–≥ –Ī–ł–Ļ –Ī–ĺ–Ľ–≥–ĺ—Ö –ī—ć–Ľ–≥—ć—Ü—ć—ć—Ä –ī–į–ľ–∂—É—É–Ľ–į–Ĺ, PLC –Ņ—Ä–ĺ–≥—Ä–į–ľ—č–≥ –ī–į—Ö–ł–Ĺ —ā–į—ā–į–∂ –į–≤–į—Ö—č–Ĺ –ĺ—Ä–ĺ–Ĺ–ī, “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć–Ľ–ł–Ļ–Ĺ “Į—Ä –į—ą–≥–ł–Ļ–≥ —ć—Ä—Ā —Ā–į–Ļ–∂—Ä—É—É–Ľ–į—Ö.
–ź–≤—ā–ĺ–ľ–į—ā –į–∂–ł–Ľ–Ľ–į–≥–į–į–Ĺ—č –≥–ĺ—Ä–ł–ľ –Ī–į –≥–į—Ä—č–Ĺ –į–≤–Ľ–į–≥—č–Ĺ —ā—É—Ä—ą–ł–Ľ—ā—č–Ĺ –≥–ĺ—Ä–ł–ľ—č–Ĺ —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č –ł–Ĺ—ā–Ķ—Ä—Ą–Ķ–Ļ—Ā–ł–Ļ–≥ –ó—É—Ä–į–≥ –ī—ć—ć—Ä “Į–∑“Į“Į–Ľ—ć–≤ 7 –Ī–ĺ–Ľ–ĺ–Ĺ 8. –Ę–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č —ā”©—Ā”©–Ľ –ī—É—É—Ā—Ā–į–Ĺ—č –ī–į—Ä–į–į, PLC –Ņ—Ä–ĺ–≥—Ä–į–ľ—č–≥ —ā–į—ā–į–∂ –į–≤–į—Ö. –°–ł—Ā—ā–Ķ–ľ –Ĺ—Ć –∑”©–≤—Ö”©–Ĺ “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć–Ľ–ł–Ļ–Ĺ “Į–Ļ–Ľ –į–∂–ł–Ľ–Ľ–į–≥–į–į–Ĺ—č —ā”©–Ľ”©–≤ –Ī–į–Ļ–ī–Ľ—č–≥ “Į—Ä –ī“Į–Ĺ—ā—ć–Ļ —Ö—Ź–Ĺ–į—Ö –Ī–ĺ–Ľ–ĺ–ľ–∂—ā–ĺ–Ļ, –≥—ć—Ö–ī—ć—ć –ľ”©–Ĺ –Ī“Į—ā—ć—ć–≥–ī—ć—Ö“Į“Į–Ĺ–ł–Ļ “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć–Ľ–ł–Ļ–Ĺ —ą–į–į—Ä–ī–Ľ–į–≥–į–ī –Ĺ–ł–Ļ—Ü“Į“Į–Ľ—ć–Ĺ —Ü–į–≤—É—É –Ī—É—É–ī–į—Ö –∑—ć—Ä—ć–≥ —Ö—É–≥–į—Ü–į–į–≥ —ā–ĺ—Ö–ł—Ä—É—É–Ľ–∂ –Ī–ĺ–Ľ–Ĺ–ĺ. –ď–į—Ä—č–Ĺ –į–≤–Ľ–į–≥—č–Ĺ —ā—É—Ä—ą–ł–Ľ—ā—č–Ĺ –≥–ĺ—Ä–ł–ľ–ĺ–ĺ—Ä –ī–į–ľ–∂—É—É–Ľ–į–Ĺ, —ā–ĺ–Ĺ–ĺ–≥ —ā”©—Ö”©”©—Ä”©–ľ–∂–ł–Ļ–≥ –ł—Ö –∑–į—Ā–≤–į—Ä–Ľ–į–∂, –Ĺ–į—Ä–ł–Ļ–Ĺ —ā–į–į—Ä—É—É–Ľ–∂ –Ī–ĺ–Ľ–Ĺ–ĺ, –≠–Ĺ—ć –Ĺ—Ć –į–Ĺ—Ö–Ĺ—č –ī–ł–∑–į–Ļ–Ĺ—č –∑–ĺ—Ä–ł–Ľ–≥–ĺ–ī —Ö“Į—Ä–ī—ć–≥.
–®–ł–Ĺ—ć –∑–į–≥–≤–į—Ä, ”©”©—Ä—á–Ľ”©–Ľ—ā–ł–Ļ–Ĺ —Ā—Ö–Ķ–ľ–ł–Ļ–≥ –Ī–į—ā–į–Ľ—Ā–Ĺ—č –ī–į—Ä–į–į, –ł–Ĺ–≤–Ķ—Ä—ā–Ķ—Ä –Ĺ—Ć —Ö—É—Ä–ī—č–≥ —Ö–ł–Ļ–∂ —á–į–ī–Ĺ–į
–•—Ź–Ĺ–į–Ľ—ā –Ĺ—Ć –ł–Ľ“Į“Į –Ĺ–į—Ä–ł–Ļ–≤—á–Ľ–į–Ľ—ā–į–Ļ, —ā–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č –Ņ—Ä–ĺ–≥—Ä–į–ľ —Ö–į–Ĺ–≥–į–ľ–∂–ł–Ļ–Ĺ —Ö—ć—Ä—ć–≥–Ľ—ć—ć –Ĺ—Ć —Ź–Ĺ–∑ –Ī“Į—Ä–ł–Ļ–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā—Ā—č–Ĺ –ī–į–≥—É—É –ł–Ľ“Į“Į —É—Ź–Ĺ —Ö–į—ā–į–Ĺ –Ī–į–Ļ–∂, “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć–Ľ–ł–Ļ–Ĺ —ą–ł–Ĺ—ć –ī–į–į–Ľ–≥–į–≤–į—Ä—ā –ī–į—Ā–į–Ĺ –∑–ĺ—Ö–ł—Ü–ĺ–∂ —á–į–ī–ī–į–≥. –Ę–ĺ—Ö–ł—Ä–≥–ĺ–ĺ–Ĺ—č —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ö—Ź–Ĺ–į–Ľ—ā—č–Ĺ —Ā–ł—Ā—ā–Ķ–ľ –Ĺ—Ć “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć–Ľ–ł–Ļ–Ĺ “Į–Ĺ–ī—Ā—ć–Ĺ –Ņ–į—Ä–į–ľ–Ķ—ā—Ä“Į“Į–ī–ł–Ļ–≥ —Ü–į–≥ —ā—É—Ö–į–Ļ–ī –Ĺ—Ć, “Į—Ä –ī“Į–Ĺ—ā—ć–Ļ —Ö—Ź–Ĺ–į–∂, —Ö—Ź–Ĺ–į—Ö –Ī–ĺ–Ľ–ĺ–ľ–∂—ā–ĺ–Ļ, –ė–Ĺ–≥—ć—Ā–Ĺ—ć—ć—Ä —É–ī–ł—Ä–ī–Ľ–į–≥–į –Ĺ—Ć –ł–Ľ“Į“Į –ĺ–Ļ–Ľ–≥–ĺ–ľ–∂—ā–ĺ–Ļ, —É—Ź–Ĺ —Ö–į—ā–į–Ĺ –Ī–ĺ–Ľ–ī–ĺ–≥.
–•—É–≤–į–Ĺ—Ü–į—Ä “Į–Ļ–Ľ–ī–≤—ć—Ä–Ľ—ć–Ľ–ł–Ļ–Ĺ —ā–į–Ľ–į–į—Ä –į—Ā—É—É—Ö –∑“Į–Ļ–Ľ –Ī–į–Ļ–≤–į–Ľ,FLYSE –Ī–į–≥–į–į—Ā –į—Ā—É—É–≥–į–į—Ä–į–Ļ,–Ď–ł–ī —ā–į–Ĺ–ī —Ö–į–ľ–≥–ł–Ļ–Ĺ —Ā–į–Ļ–Ĺ “Į–Ļ–Ľ—á–ł–Ľ–≥—ć—ć–≥ “Į–∑“Į“Į–Ľ—ć—Ö –Ī–ĺ–Ľ–Ĺ–ĺ! –ú”©–Ĺ –Ī–ł–ī —ā–į–Ĺ–ī –Ĺ–ł–Ļ–Ľ“Į“Į–Ľ—ć—Ö –Ī–ĺ–Ľ–ĺ–ľ–∂—ā–ĺ–Ļ —Ā–į–Ļ–Ĺ –Ī–ĺ–Ľ–ĺ–≤—á —Ö—Ź–ľ–ī —ą–į—Ö–į—Ö –ľ–į—ą–ł–Ĺ! –≠—Ā–≤—ć–Ľ –Ī–ł–ī—ć–Ĺ—ā—ć–Ļ —Ö–ĺ–Ľ–Ī–ĺ–≥–ī–ĺ–ĺ—Ä–ĺ–Ļ Facebook.
