چین تامین کننده ماشین آلات قالب گیری تزریقی کم هزینه














")
")

















































طراحی سیستم کنترل پیکربندی ماشین قالب گیری تزریق پلاستیک بر اساس ترانسفورماتور و PLC
مارس 13, 2023
پلاستیک ها به طور گسترده در صنایع مختلف استفاده می شود. به عنوان تجهیزات تولید پلاستیک, عمل پردازش از دستگاه قالب گیری تزریقی اغلب تغییرات ناگهانی در سرعت دارد, تنظیم ثابت آماده سازی صدای سایه استفاده می شود, مانند چسب تزریق, صندلی و غیره, که نیاز به عملکرد سرعت متغیر خوب دارند, اما ماشین قالب گیری تزریقی سنتی به طور کامل به حالت کنترل آهنربای الکتریکی هیدرولیک بستگی دارد, و سخت افزار و مدار پیچیده هستند. پارامترهایی مانند فشار تزریق را نمی توان به طور موثر و به موقع مطابقت داد, بنابراین تعمیر سیستم در صورت خرابی مشکل است. با تقاضای مصرف متنوع محصولات پلاستیکی نهایی در زندگی مدرن, کنترل تولید دستگاه قالب گیری تزریقی باید فوراً با مانور تنظیم شود. اتصال سیستم کنترل دستگاه قالب گیری تزریقی سنتی پیچیده است (1), که ناخوشایند و انعطاف پذیر است, و نمی تواند نیازهای تولیدی چندین نوع محصول را برآورده کند. مبدل فرکانس می تواند فرکانس را به طور انعطاف پذیر تنظیم کند و کنترل انعطاف پذیر سرعت را درک کند. بر اساس محدودیت کنترل سرعت تجهیزات ماشین قالب گیری تزریقی سنتی, بخشی از دستگاه قالب گیری تزریقی که به سرعت متغیر مکرر نیاز دارد را می توان به تبدیل فرکانس تبدیل کرد (2), که می تواند تنظیم سریع حالت پویا تکنولوژی صنعتی را تحقق بخشد, و به طور موثر در مصرف انرژی صرفه جویی کنید, در حالی که معرفی سیستم کنترل پیکربندی می تواند کنترل را بصری تر و انعطاف پذیرتر کند.
1 برنامه کلی سیستم
عملکرد اصلی از دستگاه قالب گیری تزریقی گرم کردن است, مواد اولیه را تزریق کرده و تشکیل می دهند. (3) تکنولوژی قالب گیری تزریقی (3) عمدتا دارای جنبه های زیر است: بسته شدن قالب, تزریق صندلی, چسب تزریقی, عقب نشینی صندلی, باز شدن قالب, و غیره., که در آن چهار مرحله بسته شدن قالب, ورودی صندلی, عقب نشینی صندلی, تزریق چسب و باز شدن قالب تفاوت بین سرعت بالا و سرعت پایین دارد, و فرآیند عملیاتی خاص فرآیند در شکل نشان داده شده است 1.

سیستم کنترل یک رابط ماشین HMI مبتنی بر نرم افزار MCGSE را اتخاذ می کند.
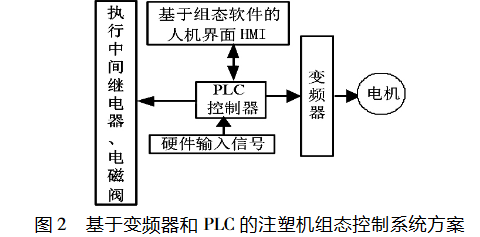
کنترل کننده PLC را پذیرفته است, و لوازم جانبی PLC مجهز به ورودی از نوع خاموش و خروجی نوع مجری است. چهار حرکت بسته شدن قالب, تزریق پلاستیک, صندلی ورودی و پشتی صندلی, و باز شدن قالب برای تغییر سرعت لازم است. آهنربای الکتریکی برای تولید از تغییر دهنده فرکانس استفاده می کند, سایر اجزای آن هنوز از سیستم کنترل شیر الکترومغناطیسی استفاده می کنند, از طریق شیر الکترومغناطیس, رله میانی دیگر کنترل تکنولوژیکی ماشین قالب گیری تزریقی را تشخیص داده است, بر اساس تغییر فرکانس و طرح سیستم کنترل پیکربندی PLC همانطور که در شکل نشان داده شده است 2.
2 طراحی سیستم
- 1 سیستم طراحی سخت افزار سیستم از Mitsubishi FR با نرخ کاربرد بالاتر استفاده می کند -740 مبدل فرکانس, سیم کشی مدار اصلی مبدل فرکانس [4] همانطور که در شکل نشان داده شده است 3, که در آن باز و بسته شدن قالب یک سیستم کنترل ماشین الکتریکی است, پیشروی صندلی و عقب نشینی صندلی یک سیستم کنترل ماشین الکتریکی است, مربوط به چرخش مثبت و منفی ماشین الکتریکی است, M1-M3 به ترتیب مربوط به موتور باز و بسته شدن قالب است, موتور پیشروی و عقب نشینی صندلی, موتور تیراندازی چسب

سیستم کنترل از محصولات اصلی PLC شرکت میتسوبیشی استفاده می کند
FX3U-32MR / آ, 16 ورودی / 16 خروجی, به منظور شهودی کردن سیستم کنترل, علاوه بر چهار دکمه سخت افزاری تخصیص عادی آدرس ورودی PLC, در نرم افزار پیکربندی MCGSE نیز آدرس M جزء مجازی اختصاص داده شده است, به منظور پیکربندی کنترل بصری. سیستم کنترل دستگاه قالب گیری تزریقی PLC سمت ورودی خارجی, نمودار توزیع سیم کشی سمت خروجی همانطور که در شکل نشان داده شده است 4.

فرآیند کنترل فرکانس متغیر دستگاه قالب گیری تزریق پیوند, باز شدن قالب, تغذیه صندلی, تزریق چسب زیر
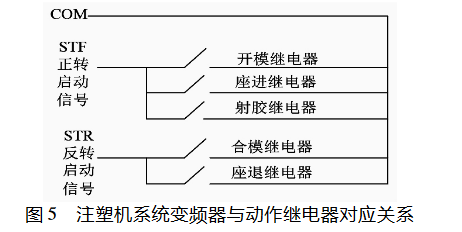
سیگنال الکتریکی به سیگنال شروع چرخش رو به جلو مبدل فرکانس متصل می شود, سیگنال های گیره و رله پشتیبان به سیگنال شروع معکوس مبدل فرکانس متصل می شوند, و رابطه متناظر بین سیگنال رله خارجی و سیگنال چرخش مثبت و منفی مبدل فرکانس در شکل نشان داده شده است. 5.
2.2 ایده های طراحی فرکانس متغیر دستگاه قالب گیری تزریقی
فرآیندهای مختلف دستگاه قالب گیری تزریقی نیاز به فشار و سرعت متفاوتی دارد, با توجه به الزامات فرآیند تجهیزات, قسمت اینورتر ایده های طراحی به شرح زیر است:
(1) بستن قالب اولیه نیاز به بستن سریع قالب دارد, این فرآیند نیاز به فشار بیشتری دارد, اصل کار دستگاه قالب گیری تزریقی دیده می شود که فشار تزریق متناسب با سرعت موتور است. از فرمول سرعت مبدل فرکانس, سرعت و فرکانس به نسبت مثبت, بنابراین فرکانس بستن اولیه باید از فرکانس بزرگتری استفاده کند, روی 45 هرتز تنظیم کنید, به منظور کاهش تاثیر, دیر بستن, به این معنا که, فرآیند بستن آهسته باید سرعت کمتر و فشار کمتری داشته باشد, فرکانس 25 هرتز.
(2) در مرحله اولیه از صندلی به فرآیند, سرعت بیشتر است, فرکانس 45 هرتز است, و بعد از فاصله 3 ثانیه, فرکانس پایین 15 هرتز برای رسیدن دقیق و روان به موقعیت استفاده می شود.
(3) به منظور حل تاخیر پاسخ تبدیل بخش فرآیند تزریق, مواد پلاستیکی در حالت جریان بهتر قالب گیری می شوند, برای بهبود کیفیت پلاستیک, در فرآیند تزریق از سرعت های مختلف تزریق استفاده می شود. سرعت در مراحل اولیه فرآیند تزریق سریعتر است, نرخ فرکانس است 50 هرتز, و سرعت پایدار 20 هرتز باید بعد از آن استفاده شود 2 ثانیه برای رسیدن به فشار بسته بندی.
(4) روند پشتی صندلی شبیه به صندلی به داخل است, نیاز اولیه به سرعت بیشتر, فرکانس 45 هرتز است, هنگامی که پس از 3 ثانیه به موقعیت رسید، سرعت باید ثابت باشد, و نرخ فرکانس 15 هرتز است.
(5) پس از قالب گیری پلاستیک, قالب به سرعت متوسطی نیاز دارد, فشار کمی بالاتر, و فرکانس 30 هرتز است, به دنبال آن سرعت و فشار آهسته تر, نرخ فرکانس 15 هرتز است.
با توجه به الزامات کنترل سرعت مکرر دستگاه قالب گیری تزریقی, مبدل فرکانس حالت کنترل چند سرعته را اتخاذ می کند [5], و انتهای RH با سرعت بالا, پایان RM سرعت متوسط, انتهای RL کم سرعت مبدل فرکانس FR-740 و سیگنال خروجی PLC توسط Y14 کنترل می شود., Y15, Y16. از آنجایی که سه موتور M1-M3 به طور همزمان کار نمی کنند, یک مبدل فرکانس را می توان به طور مشترک استفاده کرد, کاهش ورودی, پاسخ RH به P r. 4 مولفه های, و پاسخ M به P r. 5. مولفه های, پارامترهای R L تا Pr.6, فرکانس 4 به فرکانس 7 مربوط به Pr. 24-Pr. 27, عدد فرکانس, پارامتر, و RH, RM, تنظیمات RL همانطور که در جدول نشان داده شده است 1, یعنی Pr.4 = 25, Pr.2 = 20, و غیره.

2.3ایده طراحی برنامه نویسی PLC ماشین قالب گیری تزریقی

به دلیل محدودیت فضا, این مقاله برنامه نویسی را با مثال حالت خودکار معرفی می کند
- 3
ایده طراحی برنامه نویسی PLC ماشین تزریق پلاستیک
ایده برنامه نویسی SFC حالت خودکار برای ماشین قالب گیری تزریق پلاستیک
این فرآیند به فرکانس بستن سریع نیاز دارد 45 هرتز, مربوط به فرکانس 6 از جدول 1, در این مرحله کاری, اتصال همزمان Y14 و Y15 ضروری است, ترکیب شده با شکل 5, می بینیم که لازم است سیگنال شروع مبدل رو به جلو بسته شدن قالب نیز ارائه شود. هنگامی که سیستم ماشین قالب گیری تزریقی در حالت اتوماتیک است, ایده برنامه نویسی SFC سیستم در شکل نشان داده شده است 6, و M0 مرحله اولیه است. M1-M13 به ترتیب مربوط به بستن سریع قالب است – فرآیند عمل برگشت میله اجکتور, به منظور تنظیم انعطاف پذیر فرآیند قالب گیری تزریقی, در مرحله M1, تایمر T1 زمان از ثابت ثابت K30 استفاده نمی کند, اما از D2 استفاده می کند, از طریق رابط پیکربندی زیر می توان تنظیم انعطاف پذیر زمان بستن قالب سریع را انجام داد.
- 4 طراحی سیستم کنترل پیکربندی رایانه شخصی به منظور تسهیل نظارت بر وضعیت دستگاه قالب گیری تزریق در سرویس و تنظیم دستی
مولفه های, سیستم کنترل پیکربندی بر اساس اینورتر و سیستم کنترل PLC دستگاه قالب گیری تزریقی طراحی شده است., و سیستم کنترل پیکربندی با استفاده از نرم افزار پیکربندی MCGSE ایجاد می شود. به طور پیش فرض به رابط خودکار, در صفحه نمایش خودکار را می توان از طریق دکمه سوئیچ به رابط دستی, همان رابط دستی را می توان به رابط خودکار نیز برگرداند, رابط, مانند دکمه اکشن چسب تیراندازی, حالت بسته شدن سریع و دیگر نوع داده چراغ نشانگر در حال اجرا برای نوع سوئیچ, به ترتیب آدرس M مختلف را اختصاص دهید, به منظور تنظیم انعطاف پذیر بسته شدن سریع قالب, صندلی سریع به, زمان تزریق سریع, توزیع D2-D4 به نوبه خود, نوع داده برای نوع عددی, از طریق صفحه برای ایجاد یک جعبه ورودی برای دستیابی به تنظیم پارامتر در محل, به جای دانلود مجدد برنامه PLC, به طور قابل توجهی راندمان تولید را بهبود می بخشد.
رابط پیکربندی حالت عملکرد خودکار و حالت تست دستی در شکل نشان داده شده است 7 و 8. پس از اتمام پروژه پیکربندی, برنامه PLC را دانلود کنید. این سیستم نه تنها می تواند به طور موثر وضعیت در حال اجرا تولید را در سرویس نظارت کند, اما همچنین می تواند مقدار زمان مانند چسب تیراندازی را با توجه به نیاز تولید محصول به موقع تنظیم کند. از طریق حالت تست دستی, تجهیزات را می توان تعمیر و تنظیم دقیق کرد, که به هدف طراحی اصلی دست می یابد.
پس از اتخاذ طرح جدید طراحی و تحول, اینورتر می تواند سرعت را ایجاد کند
کنترل دقیق تر است, و استفاده از نرم افزارهای پیکربندی می تواند با توجه به فرآیندهای مختلف انعطاف پذیرتر باشد و با وظایف تولید جدید سازگار شود. سیستم کنترل نظارت بر پیکربندی می تواند پارامترهای اصلی تولید را به موقع و به طور موثر کنترل و کنترل کند, به طوری که کنترل شهودی و انعطاف پذیرتر می شود.
اگر در مورد صنعت پلاستیک سوالی دارید,لطفاً از تیم FLYSE بپرسید,ما بهترین خدمات را به شما ارائه می دهیم! ما همچنین می توانیم به شما ارائه دهیم دستگاه قالب گیری تزریقی خوب اما ارزان! یا با ما تماس بگیرید فیس بوک.
وبلاگ
شاید شما هم دوست داشته باشید
کپی © 2013 | چین Ningbo Flyse Plastic Machinery Co.، ltd. | نقشه سایت
سرویس
Flyse رویاهایتان را پرواز دهید!
اسکن کنید, برای بهتر صحبت کنید
