













")
")

















































Kategoriji
- Aħbarijiet (3)
- Blog (126)
Plastics are widely used in various industries. As the equipment for the production of plastics, the processing action of magna tal-iffurmar tal-injezzjoni often has sudden change in speed, the steady setting of shadow sound preparation is used, such as injection glue, seat and so on, which require good variable speed performance, but the traditional injection molding machine depends entirely on the control mode of hydraulic electromagnet, and the hardware and circuit are complex. The parameters such as injection pressure can not be matched effectively and timely, so it is difficult to repair the system in the event of failure. With the diversified consumption demand of plastic finished products in modern life, the production control of injection molding machine urgently needs to be adjusted by maneuvering. The connection of the control system of the traditional injection molding machine is complex (1), which is inconvenient and flexible, and can not meet the production needs of multiple types of products. The frequency converter can adjust the frequency flexibly and realize the flexible control of speed. Based on the limitation of speed control of traditional injection molding machine equipment, the part of injection molding machine which needs frequent variable speed can be changed into frequency conversion (2), which can realize the fast dynamic state adjustment of industrial technology, and effectively save energy, while the introduction of configuration control system can make the control more intuitive and flexible.
1 overall programme of the system
The main function of the magna tal-iffurmar tal-injezzjoni is to heat, inject and form the raw materials. (3) the injection molding technology (3) mainly has the following aspects: għeluq tal-moffa, seat injection, injection glue, seat withdrawal, ftuħ tal-moffa, eċċ., in which the four stages of mold closing, seat entry, seat withdrawal, glue injection and mold opening have the difference between high speed and low speed, and the specific operation process of the process is shown in figure 1.

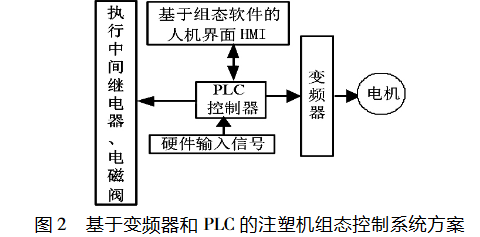
The control system adopts an machine interface HMI based on MCGSE software.
The controller adopts PLC, and the peripheral of PLC is equipped with on-off type input and executor type output. The four movements of mold closing, plastic injection, seat entering and seat back, and mold opening are required to change speed. The electromagnet uses the frequency changer to manufacture, its other components still uses the electromagnetically operated valve control system, through the electromagnetism valve, the middle relay has realized the injection molding machine other technological control, based on the frequency change and the PLC configuration control system plan as shown in Figure 2.
2 System design

The control system adopts the mainstream PLC products of Mitsubishi Corporation
FX3U-32MR / A, 16 input / 16 output, in order to make the control system more intuitive, in addition to the four hardware buttons of the normal allocation of PLC input address, in the MCGSE configuration software also assigned virtual component M address, in order to configuration visual control. Injection molding machine control system PLC external input side, output side wiring distribution diagram as shown in Figure 4.

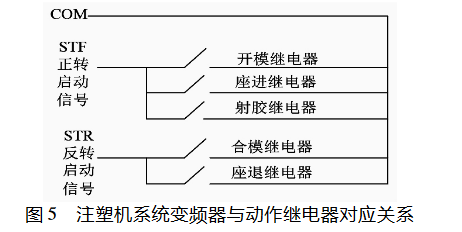
Bonding injection molding machine variable frequency control process, ftuħ tal-moffa, seat feeding, glue injection following
The electrical signal is connected to the forward rotation start signal of the frequency converter, the clamping and backing relay signals are connected to the reverse start signal of the frequency converter, and the corresponding relationship between the external relay signal and the positive and negative rotation signal of the frequency converter is shown in Figure 5.
2.2 Variable frequency design ideas of injection molding machine
Injection molding machine different process requires different pressure and speed, according to the equipment process requirements, the inverter part of the design ideas are as follows:
(1) The initial mold clamping requires fast mold clamping, the process requires greater pressure, the working principle of the injection molding machine can be seen that the injection pressure is proportional to the motor speed. From the frequency converter speed formula, speed and frequency into a positive ratio, so the initial clamping frequency should use a larger frequency, set to 45Hz, in order to reduce the impact, the late clamping, jiġifieri, the slow clamping process needs to be slower speed and smaller pressure, the frequency of 25Hz.
(2) In the early stage of the seat into the process, the speed is faster, the frequency is 45Hz, and after the interval of 3s, the low frequency of 15Hz is used in order to accurately and smoothly reach the position.
(3) In order to solve the response delay of the conversion of the injection process section, the plastic material is molded in a better flow state, To improve the quality of plastics, different injection speeds are used in the injection process. The speed is faster in the early stage of the injection process, the frequency rate is 50 Hz, and the stable speed of 20 Hz should be used after 2 seconds to achieve the packing pressure.
(4) The seat back process is similar to the seat into, the early need for faster speed, the frequency is 45Hz, the speed should be stable when the position is reached after 3s, and the frequency rate is 15Hz.
(5) After plastic molding, the mold needs a moderate speed, slightly higher pressure, and the frequency is 30Hz, followed by a slower speed and pressure, the frequency rate is 15Hz.
According to the repeated speed control requirements of the injection molding machine, the frequency converter adopts the multi-speed control mode [5], and the high-speed RH end, the medium-speed RM end, the low-speed RL end of the FR-740 frequency converter and the PLC output signal are controlled by Y14, Y15, Y16. Since the M1-M3 three motors are not running at the same time, a frequency converter can be used in common, reducing the input, R H response to P r. 4 parameters, and M response to P r. 5. Parameters, R L to Pr.6 parameters, frequency 4 to frequency 7 corresponding to Pr. 24-Pr. 27, the frequency number, parameter, and RH, RM, RL settings as shown in Table 1, namely Pr.4 = 25, Pr.2 = 20, and so on.

2.3PLC Programming Design Idea of Injection Molding Machine

Due to the limitation of space, this article introduces programming with the example of automatic mode
PLC Programming Design Idea of Plastic Injection Machine
Programming Idea of Automatic Mode SFC for Plastic Injection Molding Machine
The process requires a fast clamping frequency of 45 Hz, corresponding to the frequency 6 of Table 1, In this work step, it is necessary to connect Y14 and Y15 at the same time, combined with Figure 5, we can see that it is also necessary to provide the starting signal of the forward converter of the mold closing. When the injection molding machine system is in automatic mode, the SFC programming idea of the system is shown in Figure 6, and M0 is the initial step. M1-M13 respectively corresponds to the fast mold clamping – ejector rod back action process, in order to flexibly adjust the injection molding process, in step M1, the timer T1 time does not use the fixed constant K30, but uses D2, through the following configuration interface can be flexible adjustment of the fast mold clamping time.
Parameters, the configuration control system is designed on the basis of the inverter and the PLC control system of the injection molding machine, and the configuration control system is established by using the configuration software MCGSE. The default into the automatic interface, in the automatic screen can be through the switch button into the manual interface, the same manual interface can also be returned to the automated interface, interface, such as shooting glue action button, quick closing mode and other running indicator light data type for the switch type, respectively assign different M address, In order to flexibly adjust the fast mold closing, fast seat into, fast injection time, the distribution of D2-D4 in turn, the data type for the numerical type, through the screen to establish an input box to achieve on-site parameter adjustment, rather than re-download the PLC program, significantly improve the production efficiency.
The configuration interface of automatic operation mode and manual test mode is shown in Figure 7 u 8. After the configuration project is completed, download the PLC program. The system not only can effectively monitor the production running state in service, but also can adjust the amount of time such as shooting glue in time according to the requirement of product production. Through manual test mode, the equipment can be overhauled and fine-tuned, which achieves the original design intention.
After adopting the new design and transformation scheme, the inverter can make the speed
The control is more accurate, and the application of configuration software can be more flexible according to different processes and adapt to new production tasks. The configuration supervisory control system can monitor and control the main parameters of the production in time and effectively, so that the control becomes more intuitive and flexible.
Jekk għandek xi mistoqsijiet dwar l-industrija tal-plastik,jekk jogħġbok tħossok liberu li titlob lit-tim tal-FLYSE,ahna naghtuk l-ahjar servizz! Nistghu nipprovdulek ukoll magna tajba imma rħisa għall-iffurmar tal-injezzjoni! Jew ikkuntattjana fuq Facebook.
