Proveedor de máquinas de moldeo por inyección de bajo costo en China














")
")

















































Diseño de Sistema de Control de Configuración de Máquina de Moldeo por Inyección de Plástico Basado en Transformador y PLC
marzo 13, 2023
Plástica son ampliamente utilizados en diversas industrias. Como el equipo para la producción de plásticos, la acción de procesamiento de máquina de moldeo por inyección a menudo tiene un cambio repentino en la velocidad, se utiliza el ajuste constante de la preparación de sonido de sombra, como pegamento de inyección, asiento y así sucesivamente, que requieren un buen rendimiento de velocidad variable, pero la máquina de moldeo por inyección tradicional depende completamente del modo de control del electroimán hidráulico, y el hardware y el circuito son complejos. Los parámetros como la presión de inyección no se pueden combinar de manera efectiva y oportuna, por lo que es difícil reparar el sistema en caso de falla. Con la demanda de consumo diversificada de productos plásticos terminados en la vida moderna., el control de producción de la máquina de moldeo por inyección necesita ser ajustado con urgencia maniobrando. La conexión del sistema de control de la máquina de moldeo por inyección tradicional es compleja (1), lo cual es inconveniente y flexible, y no puede satisfacer las necesidades de producción de múltiples tipos de productos. El convertidor de frecuencia puede ajustar la frecuencia de manera flexible y realizar el control flexible de la velocidad. Basado en la limitación del control de velocidad del equipo de máquina de moldeo por inyección tradicional, la parte de la máquina de moldeo por inyección que necesita velocidad variable frecuente se puede cambiar a conversión de frecuencia (2), que puede realizar el rápido ajuste de estado dinámico de la tecnología industrial, y efectivamente ahorrar energía, mientras que la introducción del sistema de control de configuración puede hacer que el control sea más intuitivo y flexible.
1 programa general del sistema
La función principal de la máquina de moldeo por inyección es para calentar, inyectar y formar las materias primas. (3) la tecnología de moldeo por inyección (3) tiene principalmente los siguientes aspectos: cierre del molde, inyección de asiento, pegamento de inyección, retiro del asiento, apertura del molde, etc., en el que las cuatro etapas de cierre del molde, entrada de asiento, retiro del asiento, la inyección de pegamento y la apertura del molde tienen la diferencia entre alta velocidad y baja velocidad, y el proceso de operación específico del proceso se muestra en la figura 1.

El sistema de control adopta una interfaz de máquina HMI basada en el software MCGSE.
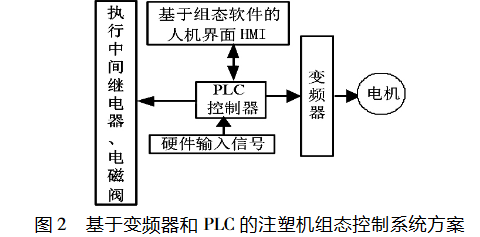
El controlador adopta PLC, y el periférico de PLC está equipado con entrada de tipo encendido-apagado y salida de tipo ejecutor. Los cuatro movimientos de cierre del molde., inyección de plastico, entrada del asiento y respaldo del asiento, y la apertura del molde son necesarios para cambiar la velocidad. El electroimán utiliza el cambiador de frecuencia para fabricar, sus otros componentes todavía usan el sistema de control de válvulas operado electromagnéticamente, a través de la válvula de electromagnetismo, el relé medio ha realizado la máquina de moldeo por inyección otro control tecnológico, basado en el cambio de frecuencia y el plan del sistema de control de configuración del PLC como se muestra en la Figura 2.
2 Diseño de sistemas
- 1 El sistema de diseño de hardware del sistema adopta Mitsubishi FR con una tasa de aplicación más alta -740 convertidor de frecuencia, cableado del circuito principal del convertidor de frecuencia [4] como se muestra en la figura 3, en el que la apertura y cierre del molde es un sistema de control de máquina eléctrica, El avance y retroceso del asiento es un sistema de control de máquina eléctrica., correspondiente a la rotación positiva y negativa de la máquina eléctrica, M1-M3 corresponde respectivamente al motor de apertura y cierre del molde, motor de avance y retroceso del asiento, motor de disparo de pegamento

El sistema de control adopta los principales productos PLC de Mitsubishi Corporation
FX3U-32MR / UN, 16 aporte / 16 producción, para que el sistema de control sea más intuitivo, además de los cuatro botones de hardware de la asignación normal de la dirección de entrada del PLC, en el software de configuración MCGSE también se asignó la dirección M del componente virtual, para configurar el control visual. Sistema de control de máquina de moldeo por inyección PLC lado de entrada externo, diagrama de distribución del cableado del lado de salida como se muestra en la figura 4.

Proceso de control de frecuencia variable de la máquina de moldeo por inyección de unión, apertura del molde, alimentación del asiento, después de la inyección de pegamento
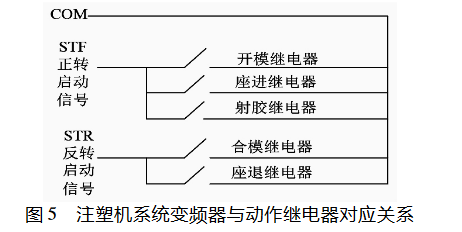
La señal eléctrica está conectada a la señal de inicio de rotación hacia adelante del convertidor de frecuencia., las señales del relé de bloqueo y respaldo están conectadas a la señal de arranque inverso del convertidor de frecuencia, y la relación correspondiente entre la señal del relé externo y la señal de rotación positiva y negativa del convertidor de frecuencia se muestra en la Figura 5.
2.2 Ideas de diseño de frecuencia variable de máquina de moldeo por inyección
Los diferentes procesos de la máquina de moldeo por inyección requieren diferentes presiones y velocidades, según los requisitos del proceso del equipo, la parte del inversor de las ideas de diseño es la siguiente:
(1) La sujeción inicial del molde requiere una sujeción rápida del molde, el proceso requiere mayor presión, el principio de funcionamiento de la máquina de moldeo por inyección se puede ver que la presión de inyección es proporcional a la velocidad del motor. De la fórmula de velocidad del convertidor de frecuencia, velocidad y frecuencia en una relación positiva, por lo que la frecuencia de sujeción inicial debe usar una frecuencia mayor, ajustado a 45Hz, para reducir el impacto, el amarre tardío, eso es, el proceso de sujeción lento debe ser de menor velocidad y menor presión, la frecuencia de 25Hz.
(2) En la etapa inicial del asiento en el proceso, la velocidad es mas rapida, la frecuencia es 45Hz, y después del intervalo de 3s, la baja frecuencia de 15 Hz se utiliza para alcanzar la posición con precisión y sin problemas.
(3) Para solucionar el retraso de respuesta de la conversión de la sección del proceso de inyección, el material plástico se moldea en un mejor estado de flujo, Para mejorar la calidad de los plásticos., se utilizan diferentes velocidades de inyección en el proceso de inyección. La velocidad es más rápida en la etapa inicial del proceso de inyección., la tasa de frecuencia es 50 Hz, y la velocidad estable de 20 Hz se debe utilizar después de 2 segundos para lograr la presión de empaque.
(4) El proceso del respaldo del asiento es similar al asiento en, la necesidad temprana de una mayor velocidad, la frecuencia es 45Hz, la velocidad debe ser estable cuando se alcanza la posición después de 3 s, y la tasa de frecuencia es de 15Hz.
(5) Después del moldeo de plástico, el molde necesita una velocidad moderada, presión ligeramente más alta, y la frecuencia es de 30Hz, seguido de una velocidad y presión más lentas, la tasa de frecuencia es de 15Hz.
De acuerdo con los requisitos de control de velocidad repetidos de la máquina de moldeo por inyección, el convertidor de frecuencia adopta el modo de control de varias velocidades [5], y el extremo derecho de alta velocidad, el extremo RM de velocidad media, el extremo RL de baja velocidad del convertidor de frecuencia FR-740 y la señal de salida del PLC están controlados por Y14, Y15, Y16. Dado que los tres motores M1-M3 no funcionan al mismo tiempo, un convertidor de frecuencia se puede utilizar en común, reduciendo la entrada, R H respuesta a P r. 4 parámetros, y M respuesta a P r. 5. Parámetros, Parámetros R L a Pr.6, frecuencia 4 a la frecuencia 7 correspondiente a PR. 24-PR. 27, el número de frecuencia, parámetro, y derecho, RM, Configuración de RL como se muestra en la Tabla 1, es decir, Pr.4 = 25, Pr.2 = 20, etcétera.

2.3Idea de diseño de programación de PLC de máquina de moldeo por inyección

Por la limitación de espacio, este artículo presenta la programación con el ejemplo del modo automático
- 3
Idea de diseño de programación de PLC de máquina de inyección de plástico
Idea de programación del modo automático SFC para máquina de moldeo por inyección de plástico
El proceso requiere una frecuencia de sujeción rápida de 45 Hz, correspondiente a la frecuencia 6 de Mesa 1, En este paso de trabajo, es necesario conectar Y14 e Y15 al mismo tiempo, combinado con figura 5, podemos ver que también es necesario dar la señal de arranque del convertidor directo del cierre del molde. Cuando el sistema de la máquina de moldeo por inyección está en modo automático, la idea de programación SFC del sistema se muestra en la Figura 6, y M0 es el paso inicial. M1-M13 respectivamente corresponde a la sujeción rápida del molde – proceso de acción trasera de la varilla eyectora, para ajustar de forma flexible el proceso de moldeo por inyección, en el paso M1, el tiempo del temporizador T1 no utiliza la constante fija K30, pero usa D2, a través de la siguiente interfaz de configuración puede ser un ajuste flexible del tiempo de sujeción del molde rápido.
- 4 Diseño del sistema de control de configuración de PC para facilitar el monitoreo del estado de la máquina de moldeo por inyección en servicio y el ajuste manual
Parámetros, el sistema de control de configuración está diseñado sobre la base del inversor y el sistema de control PLC de la máquina de moldeo por inyección, y el sistema de control de configuración se establece utilizando el software de configuración MCGSE. El valor predeterminado en la interfaz automática, en la pantalla automática puede ser a través del botón de cambio en la interfaz manual, la misma interfaz manual también se puede devolver a la interfaz automatizada, interfaz, como disparar el botón de acción de pegamento, modo de cierre rápido y otro tipo de datos de luz indicadora de funcionamiento para el tipo de interruptor, respectivamente asignar diferentes direcciones M, Para ajustar de forma flexible el cierre rápido del molde, asiento rápido en, rápido tiempo de inyección, la distribución de D2-D4 a su vez, el tipo de datos para el tipo numérico, a través de la pantalla para establecer un cuadro de entrada para lograr el ajuste de parámetros en el sitio, en lugar de volver a descargar el programa del PLC, mejorar significativamente la eficiencia de producción.
La interfaz de configuración del modo de operación automática y el modo de prueba manual se muestra en la Figura 7 y 8. Después de completar el proyecto de configuración, descargar el programa del PLC. El sistema no solo puede monitorear efectivamente el estado de funcionamiento de la producción en servicio, pero también puede ajustar la cantidad de tiempo, como disparar pegamento a tiempo de acuerdo con los requisitos de producción del producto. A través del modo de prueba manual, el equipo se puede revisar y ajustar, que logra la intención del diseño original.
Después de adoptar el nuevo esquema de diseño y transformación., el inversor puede hacer la velocidad
El control es más preciso., y la aplicación del software de configuración puede ser más flexible según los diferentes procesos y adaptarse a las nuevas tareas de producción. El sistema de control de supervisión de configuración puede monitorear y controlar los principales parámetros de la producción a tiempo y de manera efectiva, para que el control se vuelva más intuitivo y flexible.
Si tiene alguna pregunta sobre la industria del plástico,por favor no dude en preguntar al equipo de FLYSE,le daremos el mejor servicio! También podemos suministrarle máquina de moldeo por inyección buena pero barata! O póngase en contacto con nosotros en Facebook.
Blog
Tal vez como también
Copiar © 2013 | China Ningbo Flyse Plastic Machinery Co., ltd. | mapa del sitio
Servicio
Flyse Haga volar sus sueños!
Escanealo, Hablar para mejor
