China Low Cost Spritzgießmaschinen Lieferant














")
")

















































Design des Konfigurationssteuerungssystems einer Kunststoffspritzgießmaschine basierend auf einem Transformator und einer SPS
März 13, 2023
Kunststoffe sind in verschiedenen Branchen weit verbreitet. B. die Ausrüstung für die Herstellung von Kunststoffen, die Verarbeitungsaktion von Spritzgießmaschine hat oft plötzliche Geschwindigkeitsänderungen, es wird die stetige Einstellung der Schattenklangvorbereitung verwendet, wie Injektionskleber, Sitz und so weiter, die eine gute Leistung bei variabler Geschwindigkeit erfordern, Die herkömmliche Spritzgießmaschine hängt jedoch vollständig vom Steuermodus des hydraulischen Elektromagneten ab, und die Hardware und die Schaltung sind komplex. Die Parameter wie Einspritzdruck können nicht effektiv und zeitnah angepasst werden, daher ist es schwierig, das System im Falle eines Ausfalls zu reparieren. Mit der diversifizierten Verbrauchsnachfrage nach Kunststoff-Fertigprodukten im modernen Leben, Die Produktionssteuerung der Spritzgießmaschine muss dringend durch Rangieren angepasst werden. Die Anbindung der Steuerung der herkömmlichen Spritzgießmaschine ist komplex (1), was unbequem und flexibel ist, und kann die Produktionsanforderungen mehrerer Arten von Produkten nicht erfüllen. Der Frequenzumrichter kann die Frequenz flexibel anpassen und die flexible Steuerung der Geschwindigkeit realisieren. Basierend auf der Begrenzung der Geschwindigkeitssteuerung herkömmlicher Spritzgussmaschinen, Der Teil der Spritzgießmaschine, der häufig variable Geschwindigkeiten benötigt, kann in eine Frequenzumwandlung geändert werden (2), die die schnelle dynamische Zustandsanpassung der Industrietechnologie realisieren können, und effektiv Energie sparen, während die Einführung eines Konfigurationssteuerungssystems die Steuerung intuitiver und flexibler machen kann.
1 Gesamtprogramm des Systems
Die Hauptfunktion der Spritzgießmaschine ist zu heizen, einspritzen und formen die rohstoffe. (3) die Spritzgusstechnik (3) hat hauptsächlich die folgenden Aspekte: Schließen der Form, Sitzeinspritzung, Injektionskleber, Sitzentzug, Die Drehzahl des Servomotors kann nach Belieben eingestellt werden, um die Ölpumpe zum Drehen anzutreiben, usw., in dem die vier Stufen des Formschließens, Sitzplatzeintritt, Sitzentzug, Leimeinspritzung und Formöffnung haben den Unterschied zwischen hoher und niedriger Geschwindigkeit, und der spezifische Betriebsablauf des Prozesses ist in der Figur gezeigt 1.

Das Steuersystem übernimmt eine Maschinenschnittstelle HMI auf Basis der MCGSE-Software.
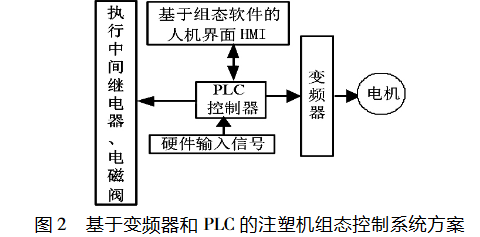
Der Controller übernimmt SPS, und die Peripherie der SPS ist mit einem Ein-Aus-Eingang und einem Executor-Ausgang ausgestattet. Die vier Schließbewegungen der Form, Kunststoffspritzguss, Sitzeinstieg und Sitzlehne, und Formöffnung sind erforderlich, um die Geschwindigkeit zu ändern. Der Elektromagnet verwendet den Frequenzumrichter zur Herstellung, seine anderen Komponenten verwenden immer noch das elektromagnetisch betriebene Ventilsteuersystem, durch das elektromagnetische Ventil, das mittlere Relais hat die Spritzgießmaschine andere technologische Steuerung realisiert, basierend auf der Frequenzänderung und dem SPS-Konfigurationssteuerungssystemplan, wie in Abbildung gezeigt 2.
2 System-Design
- 1 System Hardware Design System übernimmt Mitsubishi FR mit höherer Anwendungsrate -740 Frequenzumwandler, Verdrahtung des Hauptstromkreises des Frequenzumrichters [4] wie in Abbildung gezeigt 3, bei dem das Öffnen und Schließen der Form ein Steuersystem für eine elektrische Maschine ist, Sitzvorschub und Sitzrückzug ist ein Steuersystem für elektrische Maschinen, entsprechend der positiven und negativen Drehung der elektrischen Maschine, M1-M3 entsprechen jeweils dem Motor zum Öffnen und Schließen der Form, Sitzvorschub- und Rückzugsmotor, Leimschießmotor

Das Steuerungssystem übernimmt die Mainstream-PLC-Produkte der Mitsubishi Corporation
FX3U-32MR / EIN, 16 Eingang / 16 Ausgabe, um die Steuerung intuitiver zu gestalten, zusätzlich zu den vier Hardwaretasten die normale Vergabe der SPS-Eingangsadresse, in der MCGSE-Konfigurationssoftware ebenfalls zugewiesene virtuelle Komponente M-Adresse, um die visuelle Kontrolle zu konfigurieren. Spritzgießmaschinensteuerung SPS externe Eingangsseite, ausgangsseitiges Verdrahtungsverteilungsdiagramm wie in Abbildung gezeigt 4.

Bonding-Spritzgießmaschine mit variabler Frequenzsteuerung, Die Drehzahl des Servomotors kann nach Belieben eingestellt werden, um die Ölpumpe zum Drehen anzutreiben, Sitzfütterung, Leimeinspritzung folgt
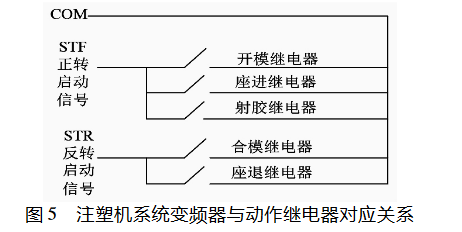
Das elektrische Signal ist mit dem Startsignal für die Vorwärtsdrehung des Frequenzumrichters verbunden, Die Klemm- und Stützrelaissignale sind mit dem Rückwärtsstartsignal des Frequenzumrichters verbunden, und die entsprechende Beziehung zwischen dem externen Relaissignal und dem positiven und negativen Rotationssignal des Frequenzumrichters ist in Abbildung gezeigt 5.
2.2 Designideen mit variabler Frequenz für Spritzgießmaschinen
Unterschiedliche Verfahren der Spritzgießmaschine erfordern unterschiedlichen Druck und Geschwindigkeit, entsprechend den Prozessanforderungen der Ausrüstung, Der Inverter-Teil der Designideen ist wie folgt:
(1) Die anfängliche Formschließung erfordert eine schnelle Formschließung, Der Prozess erfordert einen höheren Druck, Das Arbeitsprinzip der Spritzgießmaschine ist darin zu sehen, dass der Einspritzdruck proportional zur Motordrehzahl ist. Aus der Drehzahlformel des Frequenzumrichters, Geschwindigkeit und Frequenz in ein positives Verhältnis, daher sollte die anfängliche Klemmfrequenz eine größere Frequenz verwenden, auf 45 Hz eingestellt, um die Auswirkungen zu reduzieren, die späte Klemmung, das ist, Der langsame Spannvorgang muss langsamer und mit geringerem Druck erfolgen, die Frequenz von 25Hz.
(2) In der frühen Phase des Sitzes in den Prozess, die Geschwindigkeit ist schneller, die frequenz ist 45Hz, und nach dem Intervall von 3s, Die niedrige Frequenz von 15 Hz wird verwendet, um die Position genau und reibungslos zu erreichen.
(3) Um die Ansprechverzögerung der Umstellung des Einspritzvorgangsabschnitts zu lösen, das Kunststoffmaterial wird in einem besseren Fließzustand geformt, Um die Qualität von Kunststoffen zu verbessern, Beim Einspritzvorgang werden unterschiedliche Einspritzgeschwindigkeiten verwendet. Die Geschwindigkeit ist in der frühen Phase des Einspritzvorgangs höher, die Frequenzrate ist 50 Hertz, und die stabile Geschwindigkeit von 20 Hz sollte danach verwendet werden 2 Sekunden, um den Verpackungsdruck zu erreichen.
(4) Der Vorgang der Sitzlehne ist ähnlich dem Sitzeinstieg, das frühe Bedürfnis nach schnellerer Geschwindigkeit, die frequenz ist 45Hz, die Geschwindigkeit sollte stabil sein, wenn die Position nach 3s erreicht ist, und die Frequenzrate beträgt 15 Hz.
(5) Nach dem Kunststoffformen, Die Form benötigt eine moderate Geschwindigkeit, etwas höherer Druck, und die Frequenz ist 30Hz, gefolgt von einer langsameren Geschwindigkeit und Druck, Die Frequenzrate beträgt 15 Hz.
Entsprechend den wiederholten Anforderungen an die Geschwindigkeitsregelung der Spritzgießmaschine, Der Frequenzumrichter nimmt den Multi-Speed-Steuermodus an [5], und das Hochgeschwindigkeits-rechte Ende, das mittelschnelle RM-Ende, Das Niedergeschwindigkeits-RL-Ende des Frequenzumrichters FR-740 und das SPS-Ausgangssignal werden von Y14 gesteuert, Y15, Y16. Da beim M1-M3 drei Motoren nicht gleichzeitig laufen, ein Frequenzumrichter kann gemeinsam verwendet werden, Reduzierung der Eingabe, R H Antwort auf P r. 4 Parameter, und M Antwort auf P r. 5. Parameter, Parameter R L bis Pr.6, Frequenz 4 zur Frequenz 7 entsprechend Pr. 24-Pr. 27, die Frequenznummer, Parameter, und RH, RM, RL-Einstellungen wie in Tabelle gezeigt 1, nämlich Pr.4 = 25, Pr.2 = 20, usw.

2.3SPS-Programmierung Designidee einer Spritzgießmaschine

Aufgrund der Platzbeschränkung, Dieser Artikel stellt die Programmierung am Beispiel des Automatikbetriebs vor
- 3
SPS-Programmierung Designidee einer Kunststoffspritzmaschine
Programmieridee des Automatikmodus SFC für Kunststoffspritzgussmaschinen
Das Verfahren erfordert eine schnelle Spannfrequenz von 45 Hertz, entsprechend der Frequenz 6 der Tabelle 1, In diesem Arbeitsschritt, Es ist notwendig, Y14 und Y15 gleichzeitig anzuschließen, kombiniert mit Abbildung 5, wir können sehen, dass es auch notwendig ist, das Startsignal des Durchflusswandlers des Formschließens bereitzustellen. Wenn sich das Spritzgießmaschinensystem im Automatikmodus befindet, Die SFC-Programmieridee des Systems ist in Abbildung dargestellt 6, und M0 ist der Anfangsschritt. M1-M13 entspricht jeweils dem schnellen Formspannen – Rückwirkungsprozess der Auswerferstange, um den Spritzgießprozess flexibel anzupassen, im Schritt M1, die Zeit des Timers T1 verwendet nicht die feste Konstante K30, verwendet aber D2, Über die folgende Konfigurationsoberfläche kann die schnelle Werkzeugschließzeit flexibel angepasst werden.
- 4 Design des PC-Konfigurationssteuerungssystems, um die Überwachung des Zustands der Spritzgießmaschine im Betrieb und die manuelle Einstellung zu erleichtern
Parameter, Das Konfigurationssteuersystem ist auf der Grundlage des Wechselrichters und des SPS-Steuersystems der Spritzgießmaschine konzipiert, und das Konfigurationssteuersystem wird unter Verwendung der Konfigurationssoftware MCGSE eingerichtet. Die Standardeinstellung in der automatischen Schnittstelle, Im automatischen Bildschirm kann durch die Umschalttaste in die manuelle Schnittstelle gewechselt werden, dieselbe manuelle Schnittstelle kann auch an die automatisierte Schnittstelle zurückgegeben werden, Schnittstelle, wie das Schießen der Klebeaktionstaste, Schnellschließmodus und andere Betriebsanzeigelicht-Datentypen für den Schaltertyp, jeweils unterschiedliche M-Adresse vergeben, Um das schnelle Formschließen flexibel einzustellen, schnell in den Sitz, schnelle Injektionszeit, die Verteilung von D2-D4 wiederum, der Datentyp für den numerischen Typ, durch den Bildschirm, um ein Eingabefeld einzurichten, um eine Parametereinstellung vor Ort zu erreichen, anstatt das SPS-Programm erneut herunterzuladen, die Produktionseffizienz deutlich verbessern.
Die Konfigurationsschnittstelle des automatischen Betriebsmodus und des manuellen Testmodus ist in Abbildung dargestellt 7 und 8. Nachdem das Konfigurationsprojekt abgeschlossen ist, Laden Sie das SPS-Programm herunter. Das System kann nicht nur den Betriebszustand der Produktion im Betrieb effektiv überwachen, kann aber auch die Zeitdauer anpassen, z. B. das rechtzeitige Schießen von Klebstoff entsprechend den Anforderungen der Produktproduktion. Durch manuellen Testmodus, Die Ausrüstung kann überholt und feinjustiert werden, wodurch die ursprüngliche Designabsicht erreicht wird.
Nach der Annahme des neuen Design- und Transformationsschemas, der Umrichter kann die Drehzahl machen
Die Steuerung ist genauer, und die Anwendung von Konfigurationssoftware kann flexibler für unterschiedliche Prozesse sein und sich an neue Produktionsaufgaben anpassen. Das Konfigurationsüberwachungssteuersystem kann die Hauptparameter der Produktion rechtzeitig und effektiv überwachen und steuern, damit die Steuerung intuitiver und flexibler wird.
Bei Fragen zur Kunststoffindustrie,Bitte fragen Sie das FLYSE-Team,Wir geben Ihnen den besten Service! Wir können Sie auch beliefern gute aber günstige Spritzgießmaschine! Oder kontaktieren Sie uns unter Facebook.
Blog
Vielleicht gefällt Ihnen auch
Copy © 2013 | China Ningbo Flyse Kunststoffmaschinen Co., Ltd.. | Sitemap
Bedienung
Flyse Lassen Sie Ihre Träume fliegen!
Scannen Sie es, Sprechen Sie zum Besseren
