Kína Lágkostnaður sprautumótunarvélar birgir














")
")

















































Greining og lausn á læsandi halaplötu sprautumótunarvélarinnar Liang Kunliang
febrúar 19, 2023
1 Tæknilegur bakgrunnur
Vegna þess að IC bakkinn er léttur, eftirspurn eftir nælonkapalböndum í samfélaginu heldur áfram að aukast, og týpurnar eru stöðugt kynntar. Nylon kapalbönd eru mikið notuð í bifreiðum, rafeindatækni, rafmagns- og annar iðnaðarframleiðsluiðnaður, notað til að binda og binda eða ganga frá vírum, og getur forðast vír í notkun vindunarferlisins af völdum lélegrar vöruímyndar eða jafnvel skammhlaupsbruna og annarra alvarlegra öryggisslysa [1] Nylon bindi eru þunn vegg vörur. [2] , venjulega með PA plast nylon ögnum auk öldrun UV hráefni í gegnum sprautumótunarvélina hita plastmót einu sinni mótun [3] . Hönnun sprautumótunarvélar úr nylon kapalböndum er nauðsynleg til að hafa mikinn klemmukraft og mikinn hraða (hröð hringrás) eiginleikar.
530t nylon kapalbandssprautunarvélin sjálfstætt þróuð af Weiya Company er ný gerð sem er hönnuð í samræmi við ofangreindar tvær kröfur. Eftir að prufuframleiðsluvélinni er lokið, líkanið er prófað með því að setja upp falskt prófunarmót. Klemmukraftur líkansins getur náð 620t, og opnunar- og lokunarmótið er ekki meira en 3s. Í upphafi hönnunar, þrjár plötur (fastur diskur, hreyfanlegur diskur og skottplata) af klemmubúnaði eru athugaðar skv 660 t klemmukraftur. Með öðrum orðum, jafnvel þótt klemmukrafturinn nái 660 t, vélin getur samt unnið eðlilega. Hins vegar, til að nota öryggi vélarinnar og forðast að ofhlaða vélina, það er nauðsynlegt að stilla tölvuforritið þannig að hámarks klemmukraftur sé ekki meiri en 600 t.
2 Rannsóknir og greining
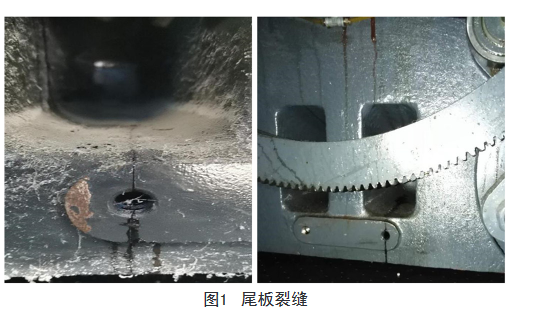
Samkvæmt endurgjöf viðskiptavina og óháðum markaðsheimsóknum og sjálfsprófum, kom í ljós að skottplötur fjögurra sniðmáta fyrir sprautumótunarvélar höfðu brotnað, og hinn var með brotin tískumerki. Sniðmátið er einn mikilvægasti hluti sprautumótunarvélarinnar, er meginhluti kostnaðar við sprautumótunarvélina, sniðmátið er brotið, sprautumótunarvélin getur ekki virkað venjulega. [4] Með greiningu á 4 stykki af brotinni halaplötu, sprungurnar á brotnu halaplötunni fara í grundvallaratriðum í gegnum miðju lyftiskrúfunnar á halaplötunni, og komast í gegnum steypuferlisgatið á skottplötunni, eins og sýnt er á mynd 1.
Fyrst af öllu, úr steypubyggingargreiningu, þó að uppbygging efri og neðri samhverfa ferliholanna á bak við læsingarskottplötuna sé sjaldgæf, þetta líkan er ekki fyrsta tilvikið. Þar að auki, elstu gerðirnar sem nota þessa steypubyggingu hafa verið framleiddar og notaðar, og ekkert brot hefur orðið á skottplötunni. Stærsti kosturinn við þessa uppbyggingu er að innan leyfilegs álagssviðs, það getur dregið verulega úr þyngd steypu, draga úr kostnaði við steypu, og bæta kostnaðarframmistöðu vélarinnar. Auk þess, vegna vinnslueiginleika steypu, hjörtappinn á skottplötunni er hár, sem hentar ekki fyrir solid steypu. Hefðbundin aðferð er sú að hola út og styrkja rifbein við lömbinn framan á skottplötunni.. Þessi leið til að hola út hjörtu tappana fyrir aftan skottplötuna gefur þykkara útlit og tilfinningu framan á skottplötunni. Þessi aðferð við vinnsluhol gerir að hámarksálagi hlutans er ekki mikið frábrugðið hefðbundinni aðferð, jafnvel minna en hámarksálag hefðbundinnar aðferðar.
svo allt sprautumótunarferlið Fyrir hönnun hráefna, lyftiskrúfugatstaðan á klemmuplötunni af þessari vélargerð er stöðug mælistaða (Mynd 2). Skrúfugatið er aðeins notað við flutning og lyftingu, og skrúfugatið er ekki lengur notað eftir að vélin er fest. Aðrar gerðir hafa verið í notkun fyrir 5 eða jafnvel 10 ár, og skottplatan hefur ekki brotnað, en þessi nýja gerð hefur vandamál. Þar að auki, þetta líkan hefur verið hannað með nægum öryggisstuðli, það er, hámarks klemmukraftur er stilltur með tölvuforriti, svo það vantar ekki styrk í skottplötuna.

Til að finna upptök vandans, hlutarnir voru greindir og bornir saman með þrívíddarhugbúnaði. Í ljós kemur að staðsetning brotsins er aðeins nálægt staðsetningu hámarksspennu í hlutagreiningunni, en það skarast ekki. Einnig, tími halaplötubrots er í grundvallaratriðum einbeitt á tímabilinu 1.5 til 2 ára notkun. Samkvæmt bráðabirgðagreiningu, brotið á halaplötunni sem læsir deygjunni er líklega af völdum þreytu, ekki með ónógum styrk. Þegar vélin er að vinna, skottlokaplatan er stöðugt háð tog- og þrýstiálagi sem myndast við opnun og lokun deyja. Þessi víxlspenna er send til halaplötunnar í gegnum lömina. Nylon snúrubönd sprautumótunarvél er þegar um er að ræða háhraða stóra klemmukraftavinnu, sem gerir skiptistressið meira, hærri tíðni.
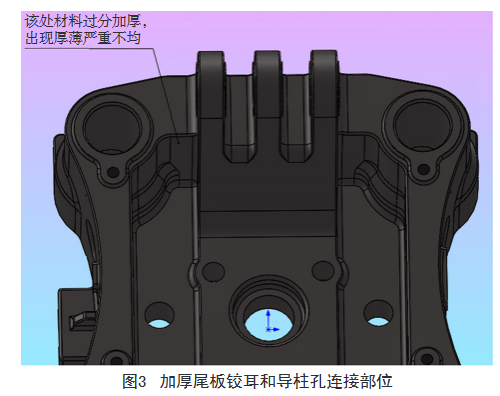
Í þriðja lagi, í þrívíddarhugbúnaðargreiningunni, hámarksálag skottplötunnar er einbeitt við snertiflöturinn milli aðalvírsins og skottplötunnar. Til þess að bæta styrk skottplötunnar, samskeytin á töfraskífunni fyrir afturplötuna og gat á stýrisúlunni er einfaldlega þykknað. Þykkt efnisins í þessum hluta er 2 til 3 sinnum meiri en í öðrum hlutum í nágrenninu (Mynd 3). Þetta er ekki í samræmi við steypuferlið, þannig að kælitími hvers hluta steypunnar er of mismunandi, sem leiðir til meiri innra álags í steypunni, það er erfitt að fjarlægja með tímaáhrifameðferð. Á þennan hátt, jafnvel ef um er að ræða ekki starfandi ríki, það verður mikið innra álag. Og steypa í þessu tilfelli af alvarlegum ójafnri þykkt, í atvinnulífinu, það er erfitt að dreifa kraftinum á áhrifaríkan hátt til hluta hlutanna, það verður lítil staðbundin aflögun, en stressið er mjög einbeitt; Þó álagið sé sums staðar ekki mikið, aflögunin er sérstaklega mikil. Fjögur tæknigötin á bak við skottplötu 530t plastsprautumótunarvélarinnar auka ójafna þykktina, undir tvöfaldri virkni innri streitu og víxlstreitu, þreytubrot er auðvelt að eiga sér stað.
Loksins, lyftiskrúfugatið á halaplötunni er einnig óverulegur þáttur í brotinu. Samanburðargreining á fjölda fyrri gerða leiddi í ljós að 530T nylon kapalbandssprautumótunarvélin er með skrúfugat fyrir halalyftingu rétt í miðjum halaplötutöppunum (mynd. 2). Lyftiskrúfugötin á öðrum gerðum, þó einnig hannað á þessu sviði, eru ekki staðsettir í miðjunni á milli lömanna, og jafnvel þótt þeir séu nær miðjunni, vinnuumhverfið er frábrugðið því sem er í sprautumótunarvélum fyrir kapalbindi. Ef skrúfuholið fyrir lyftiplötuna er bara staðsett í miðjum töfunum, það tilheyrir mikilvægum kraftpunkti og svæði með mikla aflögun, og halaplatan er viðkvæm fyrir þreytubroti frá borpunkti skrúfuholsins. Lyftiskrúfugatið er eins og hak í skottplötunni, og skiptispennan rífur skottplötuna auðveldlega úr hakinu. Ef þessir vandamálapunktar birtast sérstaklega, þeir eru kannski ekki með svo stóran galla eins og brot. Hins vegar, þegar ofangreindar byggingareiginleikar og vinnuumhverfi háhraða stórs klemmakrafts og annarra vandamála koma saman, skottplatan verður þreytt og brotin eftir nokkurn tíma notkun. Þetta skýrir hvers vegna tölvan greindi það ekki í upphafi hönnunar.
3 Lausnahönnun
Í fyrsta lagi, með því að breyta steypubyggingu skottplötunnar, ný sprautumótunarvél er hönnuð. Upprunalega leiðin til að grafa tæknilega gatið aftan á skottplötunni er breytt í algengari leiðina til að grafa tæknilega gatið framan á rembingnum.. Þannig að bakhlið halaplötunnar tengdist í heild, til að forðast að staðbundin eyður komi upp, saman bera kraftinn sem framhlið eyrna á lömunum miðlar.
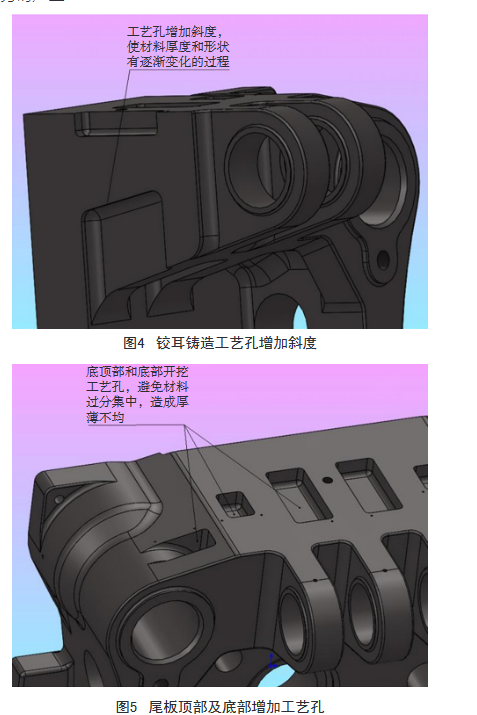
svo allt sprautumótunarferlið Fyrir hönnun hráefna, endurhönnuð steypugötin fyrir steypuhraða auka ákveðna halla (Mynd 4) til að forðast lögun stökkbreytinga á vinnsluholunum á bakhlið og framhlið skottplötunnar. Á sama tíma, hægt er að draga úr efninu smám saman frá bakhlið halaplötunnar til framhliðar eyrasins, til að forðast skyndilega breytingu og alvarlegt ójafnvægi á efnisþykkt hvers hluta steypunnar.
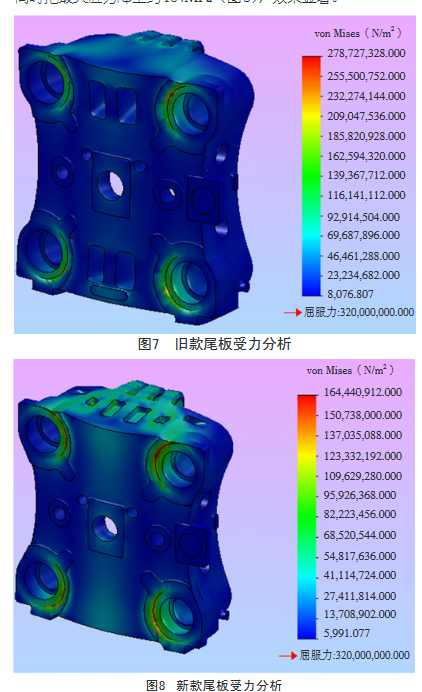
Aftur, upprunalega lamir á bakplötu og tengi á stýrisúlu, til að bæta styrk kraftpunktsins, efnið er hannað til að vera mjög þykkt, en það leiðir til mótvægis. Til þess að jafna efnisþykkt hvers hluta steypunnar eins og hægt er, vinnslugötin eru grafin efst og neðst á skottplötunni (Mynd 5), efnisþykktin á staðnum er þynnt, efni hvers hluta er jafnað eins og hægt er, og innri streita minnkar.
Loksins, til að auka styrk skottplötunnar enn frekar, stífum var bætt við framan á skottplötunni til að tengja töffarana við stýrisúluna og hliðarplöturnar á báðum hliðum. (Mynd. 6). Meginhluti halaplötunnar myndar svipaða uppbyggingu og I-geislann. Þessi uppbygging getur á skilvirkari hátt dreift vinnukraftinum sem send er frá lömeyranu til ýmissa hluta hlutanna, draga úr streituþéttni, gera staðbundið streitugildi stórlega minnkað, og bæta getu gegn aflögun. Þessi styrkta uppbygging getur einnig gefið þykka tilfinningu í útliti, og ekki er það verra en áður batni.

Eftir að hafa ákvarðað breytingu á uppbyggingu hönnunar, þrívíddarhugbúnaðurinn er notaður til að greina og bera saman álag á gömlu og nýju skottplötunum. Efnið í tvenns konar skothylki er hnúðótt steypujárn QT500-7. Leyfilegt álag á þessu efni er 320MPa. Krafturinn á skottplötuna meðan á notkun stendur er stilltur á 7200 kN. Eftir greiningu og samanburð, í ljós kemur að gamla skottplatan er ekki til þess fallin að dreifa streitu og staðbundinni styrk, og hámarks streita nær um 278 MPa (Mynd 7). Nýja skottplatan er skilvirkari fyrir streitudreifingu, draga úr hámarks streitu í u.þ.b 164 MPa á meðan að dreifa streitu (Mynd 8).
Staða lyftiskrúfuholunnar er breytt frá bakhlið halaplötunnar til hliðar halaplötunnar til að koma í veg fyrir að stefna skrúfuholsins sé sú sama og stefna kraftsins á halaplötunni.. Á þennan hátt, það er í grundvallaratriðum enginn veikur punktur nálægt kraftstöðu skottplötunnar. Nýja sprautumótunarvélin er tiltölulega auðveld í meðförum, en það er framleitt hjá viðskiptavininum.
Sama vél til að leysa þetta vandamál, vegna þess að viðskiptavinurinn getur ekki stöðvað framleiðslu, ef nýja afturplatan eftir skipti, og ef öllum gömlu skottplötunni er skipt út fyrir nýja skottplötu, kostnaðurinn er hærri. Eftir vandlega mat og íhugun, lausnin er fyrst að gera fjölda nýrra halaplötu, ókeypis skipti fyrir viðskiptavini. Skiptu um skottplötuna, fyrst með sömu þykkt járnplötunnar soðnum aftan á skottplötuna 4 vinnslugöt, og síðan með steypujárnssuðustöng til að stinga lyftiskrúfuholinu.
Ef járnplatan er einfaldlega soðin við skottplötuna, Það er erfitt að tengja þessi tvö efni saman. Þar að auki, staðbundinn hár hiti við suðu mun valda nýju innra álagi á skottplötuna. Eftir samskipti við steypuna, steypuna í gegnum sérstakt ferli, settu skottplötuna fyrst í mótsandinn í ákveðinn tíma, og látið það hitna í heild sinni. Þegar skottplatan nær ákveðnu hitastigi, þá fer fram staðhitun fyrir suðuhlutann. Síðan er járnplatan soðin og skrúfugötin stíflað með rafskautinu svo hægt sé að bræða efnin vel saman. Síðan er halaplatan glæðuð og grafin í nýbakaðan sandinn. Á að lækka niður í stofuhita, og svo halaplatan inn í úti, 20 til 30 daga meðferð með tímaáhrifum. Þannig er hægt að ná betri árangri. Taktu við þessum skiluðu halaplötu, og síðan send til viðskiptavinar. Á þennan hátt, Viðskiptavinir geta leyst vandamálið í grundvallaratriðum með lægri kostnaði án þess að stöðva framleiðslu og náð að vinna-vinna aðstæður.
4 Niðurstaða
Í gegnum málið í þessari grein, það er nauðsynlegt að íhuga að fullu stífni og styrk sniðmátsins, og huga einnig að umhverfi búnaðarins. Það er líka nauðsynlegt að draga saman reynsluna í tíma. Vélræn hönnun er breitt og djúpt svið faglegrar tækni, aðeins kenningin og framkvæmdin að fullu sameinuð, einingu þekkingar og iðkunar, til þess að halda áfram framgangi í raunverulegu starfi.
Ef þú hefur einhverjar spurningar um sprautuvél ,plz ekki hika við að spyrja FLYSE lið (whatsapp:+86 18958305290),við munum veita þér bestu þjónustu!
Blogg
Kannski líkar þér líka
Afrit ©2013 | Kína Ningbo Flyse Plastic Machinery Co., Ltd. | Veftré
Þjónusta
Flyse láta draumana fljúga!
Skannaðu það, Talaðu til betri vegar
