Ķīna Zemu izmaksu iesmidzināšanas formēšanas mašīnu piegādātājs














")
")

















































Inžektorliešanas iekārtas bloķēšanas astes plāksnes analīze un risinājums Liang Kunliang
februāris 19, 2023
1 Tehniskais fons
Tagadnē, pieprasījums pēc neilona kabeļu saitēm sabiedrībā turpina pieaugt, un veidi tiek pastāvīgi ieviesti. Neilona kabeļu saites tiek plaši izmantotas automobiļu rūpniecībā, elektronika, elektriskās un citas rūpnieciskās ražošanas nozares, izmanto stiepļu iesiešanai un iesiešanai vai apdarei, un var izvairīties no vadiem, izmantojot tinumu, ko izraisa slikta produkta attēla vai pat ķēdes īssavienojuma ugunsgrēks un citi nopietni drošības negadījumi [1] Neilona saites ir plānsienu izstrādājumi. [2] , parasti ar PA plastmasas neilona daļiņām plus pretnovecošanas UV izejvielām, izmantojot iesmidzināšanas formēšanas mašīnu, kas karsē plastmasas veidni vienreizēja formēšana [3] . Neilona kabeļu saites iesmidzināšanas formēšanas mašīnas konstrukcijai ir nepieciešams liels saspiešanas spēks un liels ātrums (ātrs cikls) Iespējas.
530t neilona kabeļu saites iesmidzināšanas formēšanas mašīna, ko neatkarīgi izstrādājusi Weiya Company, ir jauns modelis, kas izstrādāts saskaņā ar iepriekš minētajām divām prasībām.. Pēc izmēģinājuma ražošanas iekārtas pabeigšanas, modelis tiek pārbaudīts, uzstādot testa viltus veidni. Modeļa saspiešanas spēks var sasniegt 620t, un atvēršanas un aizvēršanas veidne nav ilgāka par 3 sekundēm. Dizaina sākumā, trīs plāksnes (fiksēta plāksne, kustīgā plāksne un astes plāksne) iespīlēšanas mehānisms tiek pārbaudīts saskaņā ar 660 t iespīlēšanas spēks. Citiem vārdiem sakot, pat tad, ja saspiešanas spēks sasniedz 660 t, mašīna joprojām var strādāt normāli. Tomēr, lai izmantotu iekārtas drošību un izvairītos no iekārtas pārslodzes, datorprogrammu nepieciešams iestatīt tā, lai maksimālais iespīlēšanas spēks nebūtu lielāks par 600 t.
2 Pētījumi un analīze
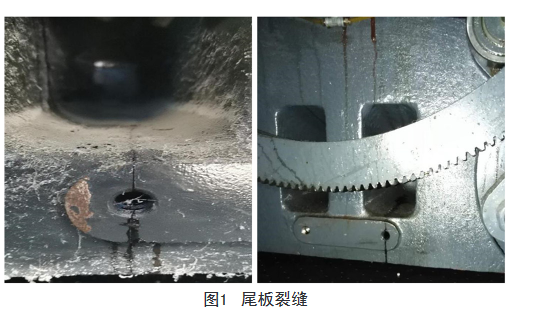
Saskaņā ar klientu atsauksmēm un neatkarīgiem tirgus apmeklējumiem un pašpārbaudēm, tika konstatēts, ka četrām iesmidzināšanas mašīnas veidnēm ir salūzušas astes plāksnes, un otram bija salauztas tendences zīmes. Veidne ir viena no svarīgākajām iesmidzināšanas formēšanas mašīnas daļām, ir galvenā iesmidzināšanas formēšanas mašīnas izmaksu daļa, veidne ir salauzta, iesmidzināšanas formēšanas mašīna nevar darboties normāli. [4] Izmantojot analīzi 4 salauztas astes plāksnes gabali, salauztās astes plāksnes plaisas pamatā iet caur astes plāksnes pacelšanas skrūves cauruma centru, un izkļūst cauri astes plāksnes liešanas procesa caurumam, kā parādīts attēlā 1.
Pirmkārt, no lējuma struktūras analīzes, lai gan augšējo un apakšējo simetrisko procesa caurumu struktūra aiz bloķējošās astes plāksnes ir reti sastopama, šis modelis nav pirmais gadījums. Turklāt, ir ražoti un izmantoti agrākie modeļi, kuros izmantota šī liešanas struktūra, un nav bijis astes plāksnes lūzums. Šīs struktūras lielākā priekšrocība ir pieļaujamā sprieguma diapazona robežās, tas var ievērojami samazināt lējumu svaru, samazināt lējumu izmaksas, un uzlabot iekārtas izmaksu veiktspēju. Polietilēna PE ražošanas tehnoloģijas veidi, liešanas procesa īpašību dēļ, astes plāksnes eņģes cilpa ir augsta, kas nav piemērots cietai liešanai. Tradicionālā metode ir izmantot dobumu un pastiprinošu ribu formu pie eņģes izciļņa astes plāksnes priekšpusē.. Šis veids, kā izdobt eņģes aiz astes plāksnes, piešķir astes plāksnes priekšpusei biezāku izskatu un sajūtu.. Šī apstrādes cauruma metode nodrošina, ka detaļas maksimālais spriegums daudz neatšķiras no tradicionālās metodes, pat mazāk nekā tradicionālās metodes maksimālais stress.
Otrkārt, pacelšanas skrūves cauruma pozīcija šī mašīnas tipa stiprinājuma astes plāksnē ir nemainīga mērierīces pozīcija (attēls 2). Skrūves caurums tiek izmantots tikai transportēšanas un pacelšanas procesā, un skrūves caurums pēc mašīnas nostiprināšanas vairs netiek izmantots. Citi modeļi ir izmantoti 5 vai pat 10 gadiem, un astes plāksne nav salūzusi, bet šim jaunajam modelim ir problēmas. Turklāt, šis modelis ir izstrādāts ar pietiekamu drošības koeficientu, tas ir, maksimālo iespīlēšanas spēku nosaka datorprogramma, tāpēc astes plāksnē spēka netrūkst.

Lai atrastu problēmas avotu, daļas tika analizētas un salīdzinātas, izmantojot 3D programmatūru. Konstatēts, ka lūzuma vieta detaļu analīzē ir tikai tuvu maksimālā sprieguma vietai, bet tas nepārklājas. Arī, astes plāksnes lūzuma laiks pamatā koncentrējas periodā 1.5 uz 2 lietošanas gadi. Saskaņā ar sākotnējo analīzi, matricas bloķējošās astes plāksnes lūzumu, iespējams, izraisījis nogurums, nevis ar nepietiekamu spēku. Kad mašīna strādā, matricas bloķēšanas astes plāksne ir pastāvīgi pakļauta mainīgam stiepes un spiedes spriegumam, ko rada matricas atvēršana un aizvēršana. Šis mainīgais spriegums caur viru tiek pārnests uz astes plāksni. Neilona kabeļu saites iesmidzināšanas formēšanas mašīna ir ātrgaitas liela iespīlēšanas spēka darbam, padarot mainīgo stresu lielāku, augstāka frekvence.
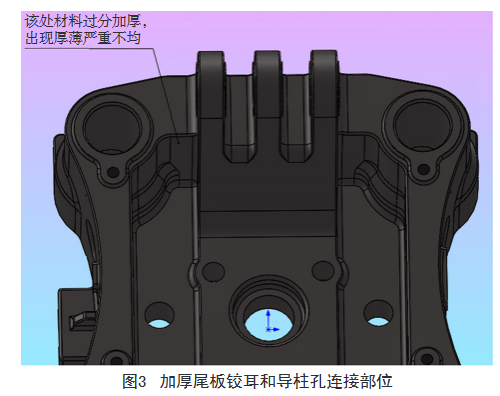
Treškārt, trīsdimensiju programmatūras analīzē, astes plāksnes maksimālais spriegums ir koncentrēts uz kontaktvirsmas starp galveno vadu un astes plāksni. Lai uzlabotu astes plāksnes izturību, astes plāksnes rīvēšanas cilpas un vadošā statņa cauruma savienojums ir vienkārši sabiezināts. Materiāla biezums šajā daļā ir 2 uz 3 reizes vairāk nekā citās tuvumā esošajās daļās (attēls 3). Tas neatbilst liešanas procesam, lai katras lējuma daļas dzesēšanas laiks būtu pārāk atšķirīgs, kā rezultātā lējumā rodas lielāks iekšējais spriegums, to ir grūti noņemt ar laika efekta ārstēšanu. Pa šo ceļu, pat nestrādājoša stāvokļa gadījumā, būs liels iekšējais stress. Un liešana šajā gadījumā nopietna nevienmērīga biezuma, darba spēka sastāvā, ir grūti efektīvi izkliedēt spēku uz detaļu daļām, būs neliela lokāla deformācija, bet stress ir ļoti koncentrēts; Kaut gan stress dažviet nav liels, deformācija ir īpaši liela. Četri tehnoloģiskie caurumi aiz 530 t plastmasas iesmidzināšanas formēšanas iekārtas astes plāksnes pasliktina nevienmērīgo biezumu, iekšēja spriedzes un mainīga stresa divkāršā darbībā, viegli rodas noguruma lūzums.
Beidzot, astes plāksnes pacelšanas skrūves caurums arī ir nenozīmīgs lūzuma faktors. Daudzu iepriekšējo modeļu salīdzinošā analīze atklāja, ka 530T neilona kabeļu saites iesmidzināšanas veidņu mašīnai ir astes pacelšanas skrūves caurums tieši astes plāksnes izciļņu vidū. (att. 2). Citu modeļu pacelšanas skrūvju caurumi, lai gan arī paredzēts šajā jomā, neatrodas centrā starp eņģu izciļņiem, un pat ja tie atrodas tuvāk centram, darba vide atšķiras no kabeļu saites iesmidzināšanas formēšanas iekārtu darba vide. Ja astes plāksnes pacelšanas skrūves caurums atrodas tikai izciļņu vidū, tas pieder pie svarīga spēka punkta un apgabala ar lielu deformāciju, un astes plāksne ir pakļauta noguruma lūzumam no skrūves cauruma urbšanas punkta. Pacelšanas skrūves caurums ir kā robs astes plāksnē, un mainīgais spriegums viegli norauj astes plāksni no iecirtuma. Ja šie problēmu punkti parādās atsevišķi, tiem var nebūt tik lielu defektu kā lūzums. Tomēr, kad iepriekš minētie strukturālie raksturlielumi un darba vide ir ātrgaitas liels saspiešanas spēks un citi problemātiskie punkti, astes plāksne pēc lietošanas perioda būs nogurusi un salauzta. Tas izskaidro, kāpēc dators to neanalizēja projektēšanas sākumā.
3 Risinājuma dizains
Pirmkārt, mainot astes plāksnes liešanas struktūru, tiek projektēta jauna iesmidzināšanas formēšanas iekārta. Sākotnējais tehnoloģiskā cauruma rakšanas veids astes plāksnes aizmugurē tiek mainīts uz izplatītāko veidu, kā izrakt tehnoloģisko caurumu rīves priekšpusē.. Tā, lai astes plāksnes aizmugure savienotos veselumā, lai izvairītos no vietējo plaisu rašanās, kopā iztur spēku, ko pārraida priekšējās eņģes ausis.
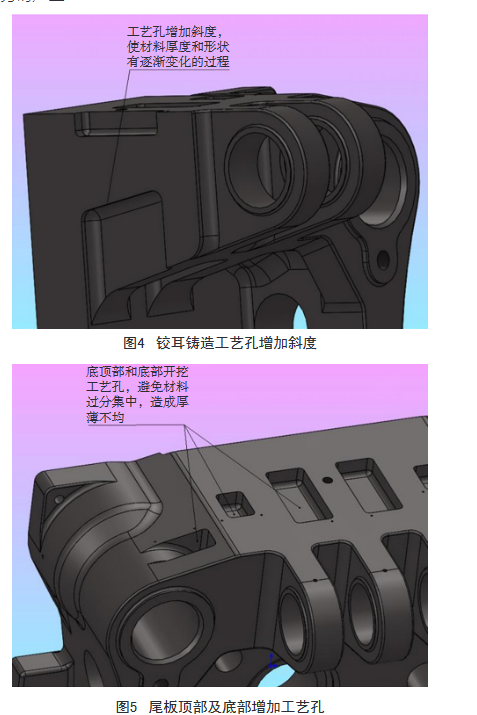
Otrkārt, pārveidotie rīvēšanas uzgaļu liešanas procesa caurumi palielina noteiktu slīpuma pakāpi (attēls 4) lai izvairītos no procesa caurumu formas mutācijas astes plāksnes aizmugurē un priekšpusē. Tajā pašā laikā, materiālu var pakāpeniski samazināt no astes plāksnes aizmugures līdz priekšējai eņģes ausij, lai izvairītos no pēkšņām izmaiņām un nopietnas nelīdzsvarotības katras lējuma daļas materiāla biezumā.
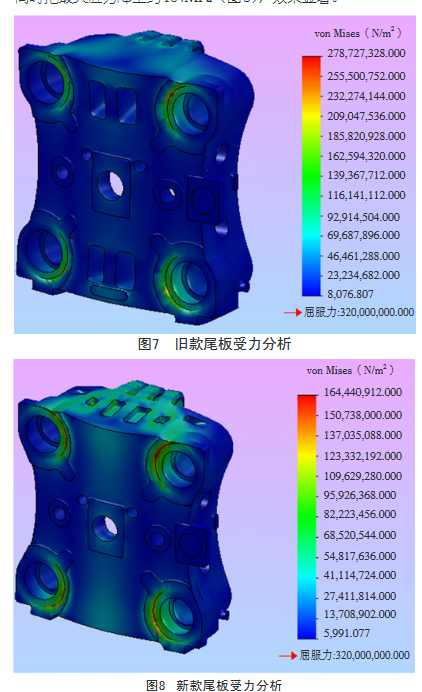
Atkal, oriģinālā astes plāksnes eņģes izciļņa un vadošā statņa cauruma savienojuma vieta, lai uzlabotu spēka punkta stiprumu, materiāls ir veidots tā, lai tas būtu ļoti biezs, bet tas rada pretdarbību. Lai pēc iespējas vairāk izlīdzinātu katras lējuma daļas materiāla biezumu, procesa caurumi tiek izrakti astes plāksnes augšpusē un apakšā (attēls 5), materiāla biezums vietā ir atšķaidīts, katras daļas materiāli ir pēc iespējas līdzsvaroti, un iekšējais stress samazinās.
Beidzot, lai vēl vairāk uzlabotu astes plāksnes izturību, astes plāksnes priekšpusē tika pievienoti stiprinājumi, lai savienotu rīvēšanas izciļņus ar vadošo statņu caurumiem un sānu plāksnēm abās pusēs (att. 6). Astes plāksnes galvenais korpuss veido struktūru, kas ir līdzīga I veida sijai. Šī struktūra var efektīvāk izkliedēt darba spēku, ko eņģes auss pārraida uz dažādām detaļu daļām, samazināt stresa koncentrāciju, ievērojami samazina vietējo stresa vērtību, un uzlabo pretdeformācijas spēju. Šī pastiprinātā struktūra var arī radīt biezu izskatu, un tas nav sliktāks kā pirms uzlabošanas.

Pēc konstrukcijas projekta modifikācijas noteikšanas, trīsdimensiju programmatūra tiek izmantota, lai analizētu un salīdzinātu veco un jauno astes plākšņu spriegumu. Materiāls divu veidu astes stieņiem ir mezglains čuguns QT500-7. Šī materiāla pieļaujamais spriegums ir 320 MPa. Spēks uz astes plāksni darbības laikā ir iestatīts uz 7200 kN. Pēc analīzes un salīdzināšanas, konstatēts, ka vecā astes plāksne neveicina sprieguma izkliedi un lokālu koncentrāciju, un maksimālais stress sasniedz apmēram 278 Var sasniegt vienas līnijas ražošanas jaudu (attēls 7). Jaunā astes plāksne ir efektīvāka stresa izkliedēšanai, samazinot maksimālo stresu līdz apmēram 164 MPa, izkliedējot stresu (attēls 8).
Pacelšanas skrūves atveres novietojums tiek mainīts no astes plāksnes aizmugures uz astes plāksnes sānu, lai izvairītos no skrūves atveres virziena, kas ir tāds pats kā spēka virziens uz astes plāksni.. Pa šo ceļu, astes plāksnes spēka stāvokļa tuvumā būtībā nav vāja punkta. Jaunā iesmidzināšanas formēšanas iekārta ir salīdzinoši viegli apstrādājama, bet tas tiek ražots pie klienta.
Tā pati mašīna, lai atrisinātu šo problēmu, jo klients nevar pārtraukt ražošanu, ja jaunā astes plāksne pēc nomaiņas, un ja visas vecās astes plāksnes tiek aizstātas ar jaunu astes plāksni, izmaksas ir lielākas. Pēc rūpīgas izvērtēšanas un pārdomāšanas, risinājums ir vispirms veikt vairākas jaunas astes plāksnes, bezmaksas nomaiņa klientiem. Nomainiet astes plāksni, vispirms ar tāda paša biezuma dzelzs plāksni, kas metināta astes plāksnes aizmugurē 4 apstrādes caurumi, un pēc tam ar čuguna metināšanas stieni, lai aizbāztu pacelšanas skrūves caurumu.
Ja dzelzs plāksne ir vienkārši piemetināta pie astes plāksnes, abus materiālus ir grūti saplūst kopā. Turklāt, lokālā augstā temperatūra metināšanas laikā radīs jaunu iekšējo spriegumu uz astes plāksnes. Pēc sazināšanās ar lietuvi, lietuve, izmantojot īpašu procesu, vispirms ievietojiet astes plāksni formēšanas smiltīs uz noteiktu laiku, un ļaujiet tai uzkarsēt kopumā. Kad astes plāksne sasniedz noteiktu temperatūru, tad metināšanas daļai tiek veikta lokālā apkure. Pēc tam dzelzs plāksne tiek metināta un skrūvju caurumi tiek aizbāzti ar elektrodu, lai materiālus varētu labi sakausēt kopā. Tad astes plāksne tiek atkvēlināta un aprakta svaigi ceptajās smiltīs. Jāsamazina līdz istabas temperatūrai, un pēc tam astes plāksni ārā, 20 uz 30 dienas laika efekta ārstēšana. Tādā veidā var sasniegt labākus rezultātus. Tikt galā ar šo atgriezto astes plāksni, un pēc tam nosūtīta klientam. Pa šo ceļu, klienti var atrisināt problēmu principiāli par zemākām izmaksām, neapturot ražošanu, un panākt abpusēji izdevīgu situāciju.
4 Secinājums
Izmantojot šī raksta gadījumu, ir pilnībā jāņem vērā veidnes stingrība un izturība, kā arī jāņem vērā iekārtas vide. Vajag arī laikus apkopot pieredzi. Mehāniskais dizains ir plaša un dziļa profesionālo tehnoloģiju joma, tikai teorija un prakse pilnībā apvienota, zināšanu un prakses vienotība, lai turpinātu virzīties uz priekšu faktiskajā darbā.
Ja jums ir kādi jautājumi par iesmidzināšanas mašīna ,lūdzu, droši jautājiet FLYSE komanda (WhatsApp:+86 18958305290),mēs sniegsim jums vislabāko servisu!
Emuārs
Varbūt arī tev patīk
Kopēt©2013 | Ķīna Ningbo Flyse Plastic Machinery Co., Ltd. | Vietnes karte
apkalpošana
Lidojumi, lai jūsu sapņi lidotu!
Skenējiet to, Runājiet par labu
