చైనా తక్కువ ధర ఇంజెక్షన్ మౌల్డింగ్ యంత్రాల సరఫరాదారు














")
")

















































ఇంజెక్షన్ మోల్డింగ్ మెషిన్ లియాంగ్ కున్లియాంగ్ యొక్క లాకింగ్ టైల్ ప్లేట్ యొక్క విశ్లేషణ మరియు పరిష్కారం
ఫిబ్రవరి 19, 2023
1 సాంకేతిక నేపథ్యం
ఎందుకంటే IC ట్రే తక్కువ బరువు కలిగి ఉంటుంది, సమాజంలో నైలాన్ కేబుల్ సంబంధాలకు డిమాండ్ పెరుగుతూనే ఉంది, మరియు రకాలు నిరంతరం పరిచయం చేయబడుతున్నాయి. నైలాన్ కేబుల్ సంబంధాలు ఆటోమోటివ్లో విస్తృతంగా ఉపయోగించబడుతున్నాయి, ఎలక్ట్రానిక్స్, విద్యుత్ మరియు ఇతర పారిశ్రామిక తయారీ పరిశ్రమలు, బైండింగ్ మరియు బైండింగ్ లేదా ఫినిషింగ్ వైర్లకు ఉపయోగిస్తారు, మరియు పేలవమైన ఉత్పత్తి చిత్రం లేదా సర్క్యూట్ షార్ట్ సర్క్యూట్ అగ్ని మరియు ఇతర తీవ్రమైన భద్రతా ప్రమాదాల కారణంగా వైండింగ్ ప్రక్రియను ఉపయోగించడంలో వైర్ను నివారించవచ్చు [1] నైలాన్ సంబంధాలు సన్నని గోడ ఉత్పత్తులు. [2] , సాధారణంగా PA ప్లాస్టిక్ నైలాన్ పార్టికల్స్ మరియు యాంటీ ఏజింగ్ UV ముడి పదార్థాల ద్వారా ఇంజెక్షన్ మోల్డింగ్ మెషిన్ హీటింగ్ ప్లాస్టిక్ మోల్డ్ వన్-టైమ్ మోల్డింగ్ ద్వారా [3] . నైలాన్ కేబుల్ టైస్ ఇంజెక్షన్ మోల్డింగ్ మెషిన్ డిజైన్కు పెద్ద బిగింపు శక్తి మరియు అధిక వేగం అవసరం (వేగవంతమైన చక్రం) లక్షణాలు.
వీయా కంపెనీ స్వతంత్రంగా అభివృద్ధి చేసిన 530t నైలాన్ కేబుల్ టై ఇంజెక్షన్ మోల్డింగ్ మెషిన్ పై రెండు అవసరాలకు అనుగుణంగా రూపొందించబడిన కొత్త మోడల్. ట్రయల్ ఉత్పత్తి యంత్రం పూర్తయిన తర్వాత, పరీక్ష తప్పుడు అచ్చును ఇన్స్టాల్ చేయడం ద్వారా మోడల్ పరీక్షించబడుతుంది. మోడల్ యొక్క బిగింపు శక్తి 620t చేరుకోవచ్చు, మరియు ప్రారంభ మరియు ముగింపు అచ్చు 3s కంటే ఎక్కువ కాదు. డిజైన్ ప్రారంభంలో, మూడు ప్లేట్లు (స్థిర ప్లేట్, కదిలే ప్లేట్ మరియు టెయిల్ ప్లేట్) బిగింపు విధానం ప్రకారం తనిఖీ చేయబడతాయి 660 t బిగింపు శక్తి. వేరే పదాల్లో, బిగింపు శక్తి చేరుకున్నప్పటికీ 660 t, యంత్రం ఇప్పటికీ సాధారణంగా పని చేయవచ్చు. అయితే, యంత్రం యొక్క భద్రతను ఉపయోగించడానికి మరియు యంత్రాన్ని ఓవర్లోడ్ చేయకుండా ఉండటానికి, కంప్యూటర్ ప్రోగ్రామ్ను సెట్ చేయడం అవసరం, తద్వారా గరిష్ట బిగింపు శక్తి కంటే ఎక్కువ కాదు 600 t.
2 పరిశోధన మరియు విశ్లేషణ
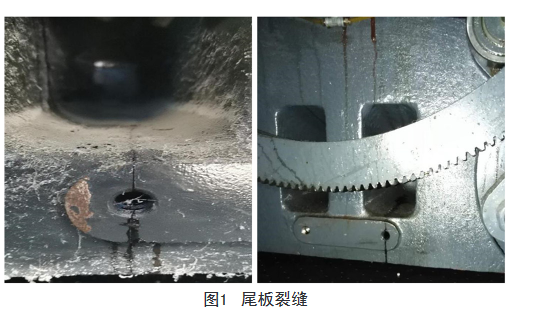
కస్టమర్ ఫీడ్బ్యాక్ మరియు స్వతంత్ర మార్కెట్ సందర్శనలు మరియు స్వీయ-పరీక్షల ప్రకారం, నాలుగు ఇంజెక్షన్ మోల్డింగ్ మెషిన్ టెంప్లేట్ల టెయిల్ ప్లేట్లు విరిగిపోయినట్లు కనుగొనబడింది, మరియు మరొకటి విరిగిన ధోరణి సంకేతాలను కలిగి ఉంది. టెంప్లేట్ ఇంజెక్షన్ మౌల్డింగ్ మెషిన్ యొక్క అతి ముఖ్యమైన భాగాలలో ఒకటి, ఇంజెక్షన్ మౌల్డింగ్ మెషిన్ ఖర్చులో ప్రధాన భాగం, టెంప్లేట్ విరిగిపోయింది, ఇంజెక్షన్ అచ్చు యంత్రం సాధారణంగా పనిచేయదు. [4] యొక్క విశ్లేషణ ద్వారా 4 విరిగిన తోక ప్లేట్ ముక్కలు, విరిగిన టెయిల్ ప్లేట్ యొక్క పగుళ్లు ప్రాథమికంగా టెయిల్ ప్లేట్ ట్రైనింగ్ స్క్రూ రంధ్రం మధ్యలో గుండా వెళతాయి, మరియు టెయిల్ ప్లేట్ యొక్క కాస్టింగ్ ప్రక్రియ రంధ్రం ద్వారా చొచ్చుకుపోతుంది, చిత్రంలో చూపిన విధంగా 1.
అన్నిటికన్నా ముందు, కాస్టింగ్ నిర్మాణ విశ్లేషణ నుండి, లాకింగ్ టెయిల్ ప్లేట్ వెనుక ఎగువ మరియు దిగువ సుష్ట ప్రక్రియ రంధ్రాల నిర్మాణం చాలా అరుదుగా ఉన్నప్పటికీ, ఈ మోడల్ మొదటి కేసు కాదు. పైగా, ఈ కాస్టింగ్ నిర్మాణాన్ని ఉపయోగించి తొలి నమూనాలు ఉత్పత్తి చేయబడ్డాయి మరియు ఉపయోగించబడ్డాయి, మరియు టెయిల్ ప్లేట్ యొక్క పగులు లేదు. ఈ నిర్మాణం యొక్క అతిపెద్ద ప్రయోజనం ఏమిటంటే అనుమతించదగిన ఒత్తిడి పరిధిలో ఉంటుంది, ఇది కాస్టింగ్ల బరువును గణనీయంగా తగ్గిస్తుంది, కాస్టింగ్ ఖర్చు తగ్గించండి, మరియు యంత్రం యొక్క ధర పనితీరును మెరుగుపరచండి. అదనంగా, కాస్టింగ్ ప్రక్రియ లక్షణాల కారణంగా, టెయిల్ ప్లేట్ యొక్క కీలు ఎత్తుగా ఉంటుంది, ఘన కాస్టింగ్ కోసం తగినది కాదు. టెయిల్ ప్లేట్ ముందు భాగంలోని కీలు వద్ద పక్కటెముకలను ఖాళీ చేయడం మరియు బలపరిచే పద్ధతిని ఉపయోగించడం సాంప్రదాయ పద్ధతి.. టెయిల్ ప్లేట్ వెనుక ఉన్న హింగ్డ్ లగ్లను ఖాళీ చేయడం వల్ల టెయిల్ ప్లేట్ ముందు భాగంలో మందమైన రూపాన్ని మరియు అనుభూతిని ఇస్తుంది.. ప్రక్రియ రంధ్రం యొక్క ఈ పద్ధతి భాగం యొక్క గరిష్ట ఒత్తిడిని సంప్రదాయ పద్ధతి నుండి చాలా భిన్నంగా లేదు, సాంప్రదాయ పద్ధతి యొక్క గరిష్ట ఒత్తిడి కంటే కూడా తక్కువ.
రెండవది, ఈ యంత్రం రకం యొక్క బిగింపు టెయిల్ ప్లేట్ యొక్క లిఫ్టింగ్ స్క్రూ హోల్ స్థానం స్థిరమైన గేజ్ స్థానం (మూర్తి 2). స్క్రూ రంధ్రం రవాణా మరియు ఎక్కించే ప్రక్రియలో మాత్రమే ఉపయోగించబడుతుంది, మరియు యంత్రం పరిష్కరించబడిన తర్వాత స్క్రూ రంధ్రం ఇకపై ఉపయోగించబడదు. ఇతర నమూనాలు వాడుకలో ఉన్నాయి 5 లేదా కూడా 10 సంవత్సరాలు, మరియు తోక పలక విరిగిపోలేదు, కానీ ఈ కొత్త మోడల్కు సమస్యలు ఉన్నాయి. పైగా, ఈ మోడల్ తగినంత భద్రతా అంశంతో రూపొందించబడింది, అంటే, గరిష్ట బిగింపు శక్తి కంప్యూటర్ ప్రోగ్రామ్ ద్వారా సెట్ చేయబడింది, కాబట్టి టెయిల్ ప్లేట్లో బలం లోపించడం లేదు.

సమస్య యొక్క మూలాన్ని కనుగొనడానికి, భాగాలు విశ్లేషించబడ్డాయి మరియు 3D సాఫ్ట్వేర్ను ఉపయోగించి పోల్చబడ్డాయి. పార్ట్ ఎనాలిసిస్లో గరిష్ట ఒత్తిడి ఉన్న ప్రదేశానికి మాత్రమే ఫ్రాక్చర్ యొక్క స్థానం దగ్గరగా ఉందని కనుగొనబడింది, కానీ అది అతివ్యాప్తి చెందదు. అలాగే, టెయిల్ ప్లేట్ ఫ్రాక్చర్ సమయం ప్రాథమికంగా ఈ కాలంలో కేంద్రీకృతమై ఉంటుంది 1.5 కు 2 సంవత్సరాల ఉపయోగం. ప్రాథమిక విశ్లేషణ ప్రకారం, డై లాకింగ్ టైల్ ప్లేట్ యొక్క పగులు బహుశా అలసట వల్ల సంభవించవచ్చు, తగినంత బలంతో కాదు. యంత్రం పని చేస్తున్నప్పుడు, డై లాకింగ్ టైల్ ప్లేట్ నిరంతరం డై ఓపెనింగ్ మరియు క్లోజింగ్ ద్వారా ఉత్పన్నమయ్యే ప్రత్యామ్నాయ తన్యత మరియు సంపీడన ఒత్తిడికి లోబడి ఉంటుంది. ఈ ప్రత్యామ్నాయ ఒత్తిడి కీలు ద్వారా టెయిల్ ప్లేట్కు ప్రసారం చేయబడుతుంది. నైలాన్ కేబుల్ టైస్ ఇంజెక్షన్ మోల్డింగ్ మెషిన్ హై-స్పీడ్ లార్జ్ క్లాంపింగ్ ఫోర్స్ వర్క్ విషయంలో ఉంటుంది, ప్రత్యామ్నాయ ఒత్తిడిని ఎక్కువ చేస్తుంది, అధిక ఫ్రీక్వెన్సీ.
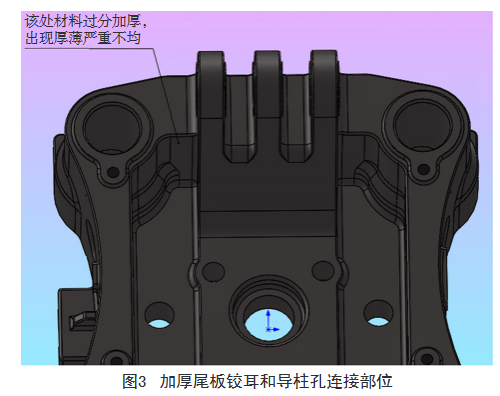
మూడవది, త్రిమితీయ సాఫ్ట్వేర్ విశ్లేషణలో, టెయిల్ ప్లేట్ యొక్క గరిష్ట ఒత్తిడి మాస్టర్ వైర్ మరియు టెయిల్ ప్లేట్ మధ్య కాంటాక్ట్ ఉపరితలం వద్ద కేంద్రీకృతమై ఉంటుంది. టెయిల్ ప్లేట్ యొక్క బలాన్ని మెరుగుపరచడానికి, టెయిల్ ప్లేట్ రీమింగ్ లగ్ మరియు గైడ్ పిల్లర్ హోల్ యొక్క జాయింట్ కేవలం చిక్కగా ఉంటుంది. ఈ భాగంలోని పదార్థం యొక్క మందం 2 కు 3 సమీపంలోని ఇతర భాగాల కంటే రెట్లు ఎక్కువ (మూర్తి 3). ఇది కాస్టింగ్ ప్రక్రియకు అనుగుణంగా లేదు, కాస్టింగ్ యొక్క ప్రతి భాగం యొక్క శీతలీకరణ సమయం చాలా భిన్నంగా ఉంటుంది, కాస్టింగ్లో ఎక్కువ అంతర్గత ఒత్తిడి ఏర్పడుతుంది, సమయ ప్రభావ చికిత్స ద్వారా తొలగించడం కష్టం. ఈ విధంగా, పని చేయని రాష్ట్రం విషయంలో కూడా, పెద్ద అంతర్గత ఒత్తిడి ఉంటుంది. మరియు తీవ్రమైన అసమాన మందం ఈ సందర్భంలో కాస్టింగ్, పని శక్తిలో, భాగాల భాగాలకు శక్తిని ప్రభావవంతంగా చెదరగొట్టడం కష్టం, కొద్దిగా స్థానిక వైకల్యం ఉంటుంది, కానీ ఒత్తిడి చాలా కేంద్రీకృతమై ఉంటుంది; కొన్ని భాగాలలో ఒత్తిడి పెద్దగా లేనప్పటికీ, వైకల్యం ముఖ్యంగా పెద్దది. 530t ప్లాస్టిక్ ఇంజెక్షన్ మోల్డింగ్ మెషిన్ టెయిల్ ప్లేట్ వెనుక ఉన్న నాలుగు సాంకేతిక రంధ్రాలు అసమాన మందాన్ని పెంచుతాయి, అంతర్గత ఒత్తిడి మరియు ప్రత్యామ్నాయ ఒత్తిడి యొక్క డబుల్ చర్య కింద, అలసట పగులు సంభవించడం సులభం.
చివరగా, టెయిల్ ప్లేట్ యొక్క ట్రైనింగ్ స్క్రూ రంధ్రం కూడా ఫ్రాక్చర్లో అతితక్కువ కారకం. పెద్ద సంఖ్యలో మునుపటి మోడళ్ల యొక్క తులనాత్మక విశ్లేషణలో 530T నైలాన్ కేబుల్ టై ఇంజెక్షన్ మోల్డింగ్ మెషిన్ టెయిల్ ప్లేట్ లగ్ల మధ్యలో టెయిల్ లిఫ్టింగ్ స్క్రూ హోల్ను కలిగి ఉందని వెల్లడించింది. (అత్తి. 2). ఇతర నమూనాల ట్రైనింగ్ స్క్రూ రంధ్రాలు, అయినప్పటికీ ఈ ప్రాంతంలో రూపొందించబడింది, కీలు లగ్ల మధ్య మధ్యలో లేవు, మరియు వారు కేంద్రానికి దగ్గరగా ఉన్నప్పటికీ, పని వాతావరణం కేబుల్ టై ఇంజెక్షన్ మౌల్డింగ్ యంత్రాల నుండి భిన్నంగా ఉంటుంది. టెయిల్ ప్లేట్ ట్రైనింగ్ స్క్రూ రంధ్రం కేవలం లగ్స్ మధ్యలో ఉన్నట్లయితే, ఇది ఒక ముఖ్యమైన ఫోర్స్ పాయింట్ మరియు పెద్ద వైకల్యం ఉన్న ప్రాంతానికి చెందినది, మరియు టెయిల్ ప్లేట్ స్క్రూ రంధ్రం యొక్క డ్రిల్ పాయింట్ నుండి అలసట పగుళ్లకు గురవుతుంది. ట్రైనింగ్ స్క్రూ రంధ్రం టెయిల్ ప్లేట్లో నాచ్ లాగా ఉంటుంది, మరియు ప్రత్యామ్నాయ ఒత్తిడి సులభంగా తోక పలకను గీత నుండి చింపివేస్తుంది. ఈ సమస్య పాయింట్లు విడిగా కనిపిస్తే, అవి విచ్ఛిన్నం వంటి పెద్ద లోపం కలిగి ఉండకపోవచ్చు. అయితే, పై నిర్మాణ లక్షణాలు మరియు హై-స్పీడ్ లార్జ్ క్లాంపింగ్ ఫోర్స్ మరియు ఇతర సమస్య పాయింట్ల పని వాతావరణం కలిసి ఏర్పడినప్పుడు, ఉపయోగించిన వ్యవధి తర్వాత టెయిల్ ప్లేట్ అలసిపోతుంది మరియు విరిగిపోతుంది. డిజైన్ ప్రారంభంలో కంప్యూటర్ దానిని ఎందుకు విశ్లేషించలేదని ఇది వివరిస్తుంది.
3 సొల్యూషన్ డిజైన్
ముందుగా, టెయిల్ ప్లేట్ యొక్క కాస్టింగ్ నిర్మాణాన్ని మార్చడం ద్వారా, కొత్త ఇంజెక్షన్ మౌల్డింగ్ మెషిన్ రూపొందించబడింది. టెయిల్ ప్లేట్ వెనుక భాగంలో సాంకేతిక రంధ్రం త్రవ్వడం యొక్క అసలు మార్గం రీమింగ్ ముందు భాగంలో సాంకేతిక రంధ్రం త్రవ్వడం యొక్క సాధారణ మార్గంగా మార్చబడింది.. తద్వారా టెయిల్ ప్లేట్ వెనుక భాగం మొత్తంగా కనెక్ట్ చేయబడింది, స్థానిక అంతరాల ఆవిర్భావాన్ని నివారించడానికి, కలిసి ముందు కీలు చెవుల ద్వారా ప్రసారం చేయబడిన శక్తిని కలిగి ఉంటాయి.
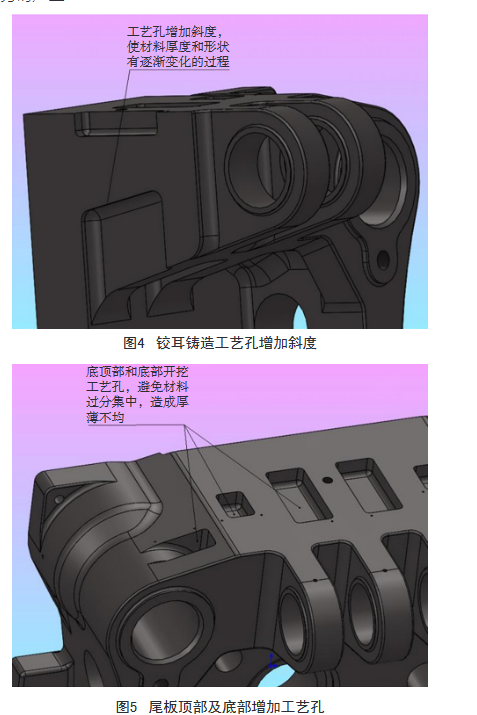
రెండవది, పునఃరూపకల్పన చేయబడిన రీమింగ్ లగ్ కాస్టింగ్ ప్రక్రియ రంధ్రాలు ఒక నిర్దిష్ట స్థాయి వంపును పెంచుతాయి (మూర్తి 4) టెయిల్ ప్లేట్ వెనుక మరియు ముందు భాగంలో ఉన్న ప్రక్రియ రంధ్రాల ఆకార మార్పును నివారించడానికి. అదే సమయంలో, పదార్థాన్ని టెయిల్ ప్లేట్ వెనుక నుండి ముందు కీలు చెవికి క్రమంగా తగ్గించవచ్చు, కాస్టింగ్ యొక్క ప్రతి భాగం యొక్క మెటీరియల్ మందం యొక్క ఆకస్మిక మార్పు మరియు తీవ్రమైన అసమతుల్యతను నివారించడానికి.
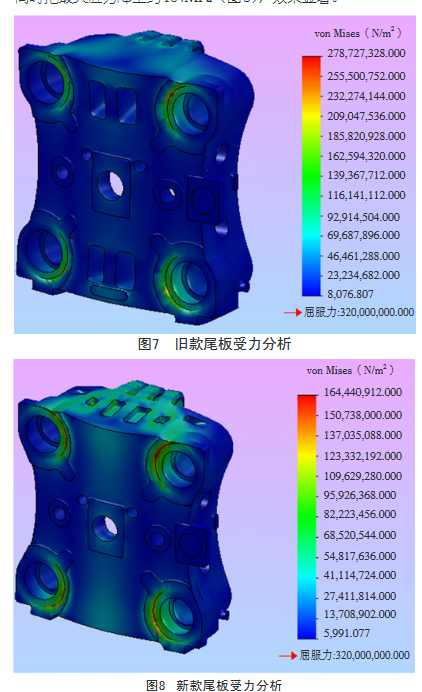
మళ్ళీ, అసలు టెయిల్ ప్లేట్ కీలు లగ్ మరియు గైడ్ పిల్లర్ హోల్ జంక్షన్, ఫోర్స్ పాయింట్ యొక్క బలాన్ని మెరుగుపరచడానికి, పదార్థం చాలా మందంగా రూపొందించబడింది, కానీ అది ప్రతిఘటనను తెస్తుంది. కాస్టింగ్ యొక్క ప్రతి భాగం యొక్క మెటీరియల్ మందాన్ని వీలైనంత వరకు సమం చేయడానికి, టెయిల్ ప్లేట్ పైభాగంలో మరియు దిగువన ప్రక్రియ రంధ్రాలు త్రవ్వబడతాయి (మూర్తి 5), స్థలంలో పదార్థం మందం పలుచబడి ఉంటుంది, ప్రతి భాగం యొక్క పదార్థాలు సాధ్యమైనంతవరకు సమతుల్యంగా ఉంటాయి, మరియు అంతర్గత ఒత్తిడి తగ్గుతుంది.
చివరగా, టెయిల్ ప్లేట్ యొక్క బలాన్ని మరింత పెంచడానికి, రీమింగ్ లగ్లను గైడ్ పిల్లర్ రంధ్రాలకు మరియు రెండు వైపులా ఉన్న సైడ్ ప్లేట్లకు కనెక్ట్ చేయడానికి టెయిల్ ప్లేట్ ముందు భాగంలో స్టిఫెనర్లు జోడించబడ్డాయి. (అత్తి. 6). టెయిల్ ప్లేట్ యొక్క ప్రధాన భాగం I- పుంజం మాదిరిగానే నిర్మాణాన్ని ఏర్పరుస్తుంది. ఈ నిర్మాణం కీలు చెవి ద్వారా భాగాలలోని వివిధ భాగాలకు ప్రసారమయ్యే పని శక్తిని మరింత సమర్థవంతంగా చెదరగొట్టగలదు., ఒత్తిడి ఏకాగ్రతను తగ్గించండి, స్థానిక ఒత్తిడి విలువను బాగా తగ్గించండి, మరియు యాంటీ డిఫార్మేషన్ సామర్థ్యాన్ని మెరుగుపరుస్తుంది. ఈ రీన్ఫోర్స్డ్ నిర్మాణం కూడా దట్టమైన అనుభూతిని ఇస్తుంది, మరియు ఇది మెరుగుదలకు ముందు కంటే అధ్వాన్నంగా లేదు.

నిర్మాణం రూపకల్పన యొక్క మార్పును నిర్ణయించిన తర్వాత, త్రీ డైమెన్షనల్ సాఫ్ట్వేర్ పాత మరియు కొత్త టెయిల్ ప్లేట్ల ఒత్తిడిని విశ్లేషించడానికి మరియు పోల్చడానికి ఉపయోగించబడుతుంది. రెండు రకాల టెయిల్స్టాక్ యొక్క పదార్థం నాడ్యులర్ కాస్ట్ ఐరన్ QT500-7. ఈ పదార్థం యొక్క అనుమతించదగిన ఒత్తిడి 320MPa. ఆపరేషన్ సమయంలో టెయిల్ ప్లేట్లోని ఫోర్స్ సెట్ చేయబడింది 7200 kN. విశ్లేషణ మరియు పోలిక తర్వాత, పాత టెయిల్ ప్లేట్ ఒత్తిడి వ్యాప్తికి మరియు స్థానిక ఏకాగ్రతకు అనుకూలంగా లేదని కనుగొనబడింది, మరియు గరిష్ట ఒత్తిడి దాదాపు చేరుకుంటుంది 278 MPa (మూర్తి 7). ఒత్తిడి వ్యాప్తికి కొత్త టెయిల్ ప్లేట్ మరింత ప్రభావవంతంగా ఉంటుంది, గరిష్ట ఒత్తిడిని దాదాపుగా తగ్గించడం 164 ఒత్తిడిని చెదరగొట్టే సమయంలో MPa (మూర్తి 8).
ట్రైనింగ్ స్క్రూ రంధ్రం యొక్క స్థానం టెయిల్ ప్లేట్ వెనుక నుండి టెయిల్ ప్లేట్ వైపుకు మార్చబడుతుంది, స్క్రూ రంధ్రం యొక్క దిశ టెయిల్ ప్లేట్పై ఉన్న శక్తి యొక్క దిశ వలె ఉండకుండా చేస్తుంది.. ఈ విధంగా, టెయిల్ ప్లేట్ యొక్క ఫోర్స్ పొజిషన్ దగ్గర ప్రాథమికంగా బలహీనమైన స్థానం లేదు. కొత్త ఇంజెక్షన్ మోల్డింగ్ మెషిన్ నిర్వహించడానికి చాలా సులభం, కానీ అది కస్టమర్ స్థానంలో ఉత్పత్తి చేయబడుతోంది.
ఈ సమస్యను పరిష్కరించడానికి అదే యంత్రం, ఎందుకంటే వినియోగదారుడు ఉత్పత్తిని ఆపలేరు, భర్తీ చేసిన తర్వాత కొత్త టెయిల్ ప్లేట్ ఉంటే, మరియు పాత టెయిల్ ప్లేట్ అన్నీ కొత్త టెయిల్ ప్లేట్తో భర్తీ చేయబడితే, ఖర్చు ఎక్కువ. జాగ్రత్తగా మూల్యాంకనం మరియు పరిశీలన తర్వాత, దీనికి పరిష్కారం ముందుగా అనేక కొత్త టెయిల్ ప్లేట్ను తయారు చేయడం, వినియోగదారులకు ఉచిత భర్తీ. టెయిల్ ప్లేట్ను భర్తీ చేయండి, మొదటి ఇనుప పలక యొక్క అదే మందంతో టెయిల్ ప్లేట్ వెనుక భాగంలో వెల్డింగ్ చేయబడింది 4 ప్రాసెస్ రంధ్రాలు, ఆపై తారాగణం ఇనుము వెల్డింగ్ రాడ్ తో ట్రైనింగ్ స్క్రూ రంధ్రం ప్లగ్.
ఐరన్ ప్లేట్ కేవలం టెయిల్ ప్లేట్కు వెల్డింగ్ చేయబడితే, రెండు పదార్థాలు నిజంగా కలిసిపోవడం కష్టం. పైగా, వెల్డింగ్ సమయంలో స్థానిక అధిక ఉష్ణోగ్రత టెయిల్ ప్లేట్పై కొత్త అంతర్గత ఒత్తిడిని కలిగిస్తుంది. ఫౌండ్రీతో కమ్యూనికేట్ చేసిన తర్వాత, ప్రత్యేక ప్రక్రియ ద్వారా ఫౌండ్రీ, మొదట టెయిల్ ప్లేట్ను మోల్డింగ్ ఇసుకలో కొంత సమయం వరకు ఉంచండి, మరియు అది మొత్తంగా వేడి చేయనివ్వండి. టెయిల్ ప్లేట్ ఒక నిర్దిష్ట ఉష్ణోగ్రతకు చేరుకున్నప్పుడు, అప్పుడు స్థానిక తాపన వెల్డింగ్ భాగం కోసం నిర్వహిస్తారు. అప్పుడు ఐరన్ ప్లేట్ వెల్డింగ్ చేయబడింది మరియు స్క్రూ రంధ్రాలు ఎలక్ట్రోడ్తో ప్లగ్ చేయబడతాయి, తద్వారా పదార్థాలు బాగా కలిసిపోతాయి.. అప్పుడు టెయిల్ ప్లేట్ అనీల్ చేసి తాజాగా కాల్చిన ఇసుకలో పాతిపెట్టబడుతుంది. గది ఉష్ణోగ్రతకు తగ్గించాలి, ఆపై టెయిల్ ప్లేట్ అవుట్ డోర్ లోకి, 20 కు 30 సమయం ప్రభావం చికిత్స రోజులు. ఈ విధంగా మెరుగైన ఫలితాలు సాధించవచ్చు. ఈ తిరిగి వచ్చిన టెయిల్ ప్లేట్తో వ్యవహరించండి, ఆపై వినియోగదారునికి పంపబడుతుంది. ఈ విధంగా, వినియోగదారులు ఉత్పత్తిని ఆపకుండా తక్కువ ఖర్చుతో ప్రాథమికంగా సమస్యను పరిష్కరించగలరు మరియు విజయం-విజయం పరిస్థితిని సాధించగలరు.
4 ముగింపు
ఈ వ్యాసం కేసు ద్వారా, టెంప్లేట్ యొక్క దృఢత్వం మరియు బలాన్ని పూర్తిగా పరిగణనలోకి తీసుకోవడం అవసరం, మరియు పరికరాల పర్యావరణాన్ని కూడా పరిగణించండి. కాలానుగుణంగా అనుభవాన్ని సంగ్రహించడం కూడా అవసరం. మెకానికల్ డిజైన్ అనేది ప్రొఫెషనల్ టెక్నాలజీ యొక్క విస్తృత మరియు లోతైన రంగం, సిద్ధాంతం మరియు అభ్యాసం మాత్రమే పూర్తిగా మిళితం, జ్ఞానం మరియు అభ్యాసం యొక్క ఐక్యత, అసలు పనిలో పురోగతిని కొనసాగించడానికి.
మీకు ఏవైనా ప్రశ్నలు ఉంటే ఇంజక్షన్ యంత్రం ,దయచేసి అడగడానికి సంకోచించకండి FLYSE బృందం (వాట్సాప్:+86 18958305290),మేము మీకు ఉత్తమ సేవను అందిస్తాము!
బ్లాగ్
బహుశా మీరు కూడా ఇష్టపడతారు
కాపీ©2013 | చైనా నింగ్బో ఫ్లైస్ ప్లాస్టిక్ మెషినరీ కో., లిమిటెడ్. | సైట్మ్యాప్
సేవ
ఫ్లైస్ మేక్ యువర్ డ్రీమ్స్ ఫ్లై!
దాన్ని స్కాన్ చేయండి, మంచి కోసం మాట్లాడండి
