Txinako kostu baxuko injekzio bidezko makinen hornitzailea














")
")

















































Liang Kunliang injekzio-makinaren buztan blokeatzeko plakaren analisia eta irtenbidea
Otsaila 19, 2023
1 Aurrekari teknikoak
Gaur egun, gizartean nylonezko kable lokarien eskaerak hazten jarraitzen du, eta motak etengabe sartzen ari dira. Nylon kable lokarriak oso erabiliak dira automobilgintzan, elektronika, industria elektrikoa eta bestelako manufaktura-industriak, hariak lotzeko eta lotzeko edo akabera egiteko erabiltzen da, eta produktuaren irudi txarrak edo zirkuitu-laburren suteak eta beste segurtasun istripu larriak eragindako hariak saihestu ditzake. [1] Nylon loturak horma meheko produktuak dira. [2] , normalean PA plastikozko nylon partikulen bidez eta zahartzearen aurkako UV lehengaien bidez injekzio-makinaren bidez berotzeko plastikozko moldea behin-behineko moldaketa. [3] . Nylon kable lokarriak injekzio-makinen diseinua behar da estutze-indar handia eta abiadura handia izateko (ziklo azkarra) Ezaugarriak.
530t-ko nylonezko kable-lotura injekzio-makina Weiya konpainiak independenteki garatutako eredu berria da, goiko bi eskakizunen arabera diseinatutakoa.. Probako produkzio-makina amaitu ondoren, eredua probako molde faltsu bat instalatuz probatzen da. Ereduaren estutze indarra 620t-ra irits daiteke, eta irekitzeko eta ixteko moldea ez da 3s baino gehiagokoa. Diseinuaren hasieran, hiru plaka (plaka finkoa, plaka mugikorra eta buztan plaka) clamping mekanismoaren arabera egiaztatzen dira 660 t estutze indarra. Beste hitz batzutan, estutze-indarra iristen bada ere 660 t, makinak normalean funtziona dezake oraindik. Hala ere, makinaren segurtasuna erabiltzeko eta makina gainkarga saihesteko, beharrezkoa da programa informatikoa ezartzea, estutze-indar maximoa baino handiagoa izan ez dadin 600 t.
2 Ikerketa eta analisia
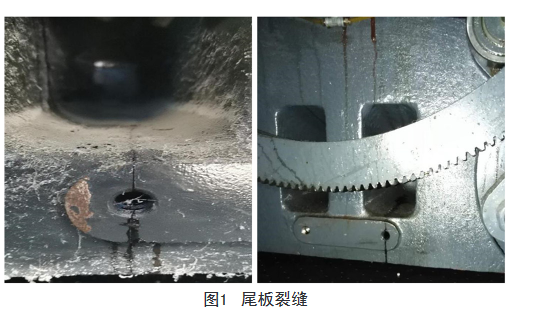
Bezeroen iritzien eta merkatuko bisita independenteen eta autoprobaren arabera, injekzio-makinen lau txantiloien isats-plakak hautsi zirela aurkitu zen, eta beste batek joera seinaleak hautsi zituen. Txantiloia injekzio-makinaren zati garrantzitsuenetako bat da, injekzio-makinaren kostuaren zati nagusia da, txantiloia hautsita dago, injekzio-makinak ezin du normalean funtzionatu. [4] -ren analisiaren bidez 4 hautsitako isats-plaka zatiak, hautsitako buztan-plakaren pitzadurak, funtsean, buztan-plaka altxatzeko torloju-zuloaren erditik igarotzen dira, eta isats-plakaren galdaketa-prozesuko zulotik sartzen da, irudian ikusten den bezala 1.
Lehenik eta behin, galdaketa egituraren analisitik, blokeatzeko isats-plakaren atzean dauden goiko eta beheko prozesu simetrikoen zuloen egitura arraroa bada ere, eredu hau ez da lehen kasua. Gainera, galdaketa-egitura hori erabiltzen duten lehen modeloak ekoitzi eta erabili dira, eta ez da isats-plakaren hausturarik izan. Egitura honen abantailarik handiena tentsio-tarte onargarrian egotea da, galdaketaren pisua nabarmen murriztu dezake, galdaketaren kostua murriztea, eta makinaren kostuen errendimendua hobetu. Gainera, galdaketaren prozesu-ezaugarriengatik, isats-plakaren gontz-lurta altua da, galdaketa solidorako egokia ez dena. Metodo tradizionala isats-plakaren aurrealdeko bisagra-zuloan zulatu eta indartzeko forma erabiltzea da.. Buztan-plakaren atzean bisagrak zulatzeko modu honek itxura eta sentsazio lodiagoa ematen dio isats-plakaren aurrealdean.. Prozesu-zuloaren metodo honek piezaren tentsio maximoa ez da metodo tradizionalaren oso desberdina, metodo tradizionalaren tentsio maximoa baino are txikiagoa.
Bigarrenik, makina mota honetako buztan-plakaren altxatzeko torloju-zuloaren posizioa etengabeko posizioa da (Irudia 2). Torloju-zuloa garraiatzeko eta igotzeko prozesuan bakarrik erabiltzen da, eta torloju-zuloa ez da gehiago erabiltzen makina konpondu ondoren. Beste eredu batzuk erabili dira 5 edo are 10 urteak, eta isatseko plaka ez da hautsi, baina eredu berri honek arazoak ditu. Gainera, eredu hau segurtasun-faktore nahikoarekin diseinatu da, hori da, estutze indar maximoa programa informatiko batek ezartzen du, beraz, ez da indarrik falta buztaneko plakan.

Arazoaren iturria aurkitzeko, piezak 3D softwarea erabiliz aztertu eta alderatu dira. Hausturaren kokapena piezaren analisian tentsio maximoaren kokalekutik hurbil baino ez dela ikusten da, baina ez da gainjartzen. Gainera, isats-plakaren hausturaren denbora, funtsean, aldian kontzentratzen da 1.5 ra 2 urteetako erabilera. Aurretiazko analisiaren arabera, buztan blokeatzeko trokelaren haustura ziurrenik nekeak eragindakoa da, ez nahikoa indarrez. Makina lanean ari denean, trokelaren buztan blokeatzeko plaka etengabe jasaten da trokelaren irekierak eta ixteak sortutako trakzio- eta konpresio-esfortzu txandakatua.. Txandakako tentsio hori buztan-plakara transmititzen da bisagra bidez. Nylon kable lokarriak injekzio-makina abiadura handiko estutze-indar lanaren kasuan da, txandakako tentsioa handiagoa eginez, maiztasun handiagoa.
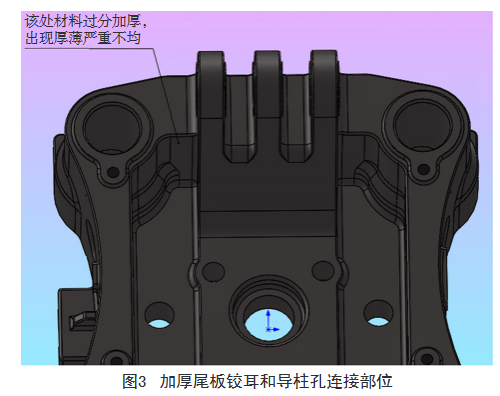
Hirugarrenik, software hiru dimentsioko analisian, buztan-plakaren tentsio maximoa hari nagusiaren eta buztan-plakaren arteko kontaktu gainazalean kontzentratzen da. Buztan plakaren indarra hobetzeko, isats-plakaren fresatzeko len eta gida-zulo-zuloaren juntadura loditu besterik ez da egiten. Zati honetako materialaren lodiera da 2 ra 3 inguruko beste zatietakoa aldiz (Irudia 3). Hau ez dator bat galdaketa-prozesuarekin, beraz, galdaketaren zati bakoitzaren hozte-denbora desberdinegia da, galdaketan barneko tentsio handiagoa eraginez, zaila da denbora-efektuaren tratamenduaren bidez kentzea. Bide honetatik, lanik gabeko egoeraren kasuan ere, barneko estres handia izango da. Eta galdaketa kasu honetan lodiera irregularreko larria, lan-indarrean, zaila da indarra piezen zatietara eraginkortasunez barreiatzea, tokiko deformazio txikia izango da, baina estresa oso kontzentratuta dago; Estresa zati batzuetan handia ez den arren, deformazioa bereziki handia da. 530t plastikozko injekzio-makinaren isats-plakaren atzean dauden lau teknologia-zuloek lodiera irregularra areagotzen dute., barneko estresaren eta estres txandakatuaren ekintza bikoitzaren pean, neke-haustura erraza da gertatzea.
Azkenik, buztan-plakaren altxatzeko torloju-zuloa hausturan ere faktore ez-arbuiagarria da. Aurreko modelo askoren konparazio-analisiak agerian utzi zuen 530T nylonezko kable-lotura injekzio-makinak buztan altxatzeko torloju-zulo bat duela isats-plakaren ergelen erdian. (irud. 2). Beste modelo batzuen torloju-zulo altxatzaileak, arlo honetan ere diseinatu arren, ez daude gontz-oten artean erdian kokatzen, eta erdigunetik gertuago egon arren, lan-ingurunea kable-lotura injekzio-makinen desberdina da. Isats-plaka altxatzeko torloju-zuloa lugs-en erdian kokatzen bada, indar-puntu garrantzitsu bati eta deformazio handia duen eremu bati dagokio, eta isats-plakak neke-haustura izateko joera du torloju-zuloaren zulagailutik. Altxatzeko torloju-zuloa isats-plakaren koska bat bezalakoa da, eta tentsio txandakatuak erraz urratzen du isats-plaka koskatik. Arazo puntu hauek bereizita agertzen badira, baliteke haustura bezain akats handirik ez izatea. Hala ere, Goiko egitura-ezaugarriak eta abiadura handiko estutze-indar handiaren lan-ingurunea eta beste arazo-puntuak batera gertatzen direnean, buztaneko plaka nekatu eta hautsiko da erabilera-aldi baten ondoren. Horrek azaltzen du ordenagailuak diseinuaren hasieran ez zuela aztertu.
3 Soluzio Diseinua
Lehenik eta behin, isats-plakaren galdaketa-egitura aldatuz, injekzio-makina berri bat diseinatu da. Buztan-plakaren atzealdeko zulo teknologikoa zulatzeko jatorrizko modua errematuaren aurreko zulo teknologikoa zulatzeko modu arruntagora aldatzen da.. Beraz, isats-plakaren atzealdea osotasun batean konektatu dadin, tokiko hutsuneak ez agertzea, elkarrekin aurrealdeko bisagra-belarriek transmititzen duten indarra jasaten dute.
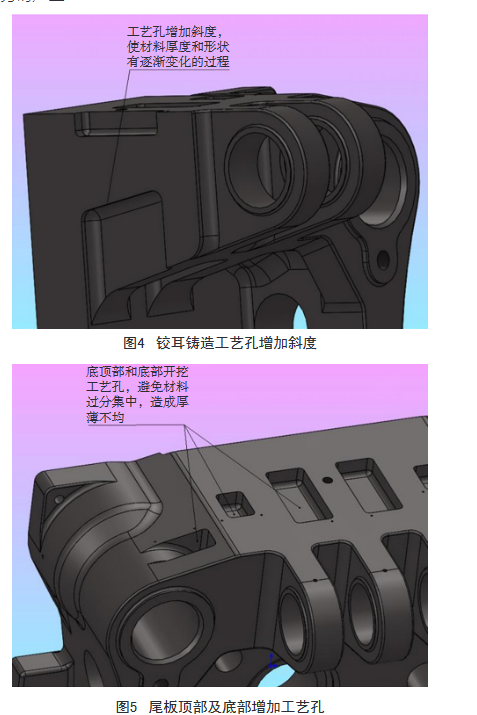
Bigarrenik, berdiseinatu berritutako atzamarak galdaketa-prozesuko zuloek inklinazio-maila jakin bat areagotzen dute (Irudia 4) isats-plakaren atzealdeko eta aurrealdeko prozesu-zuloen forma-mutazioa saihesteko. Aldi berean, materiala pixkanaka murrizten da isats-plakaren atzealdetik aurreko bisagra belarrira, galdaketa zati bakoitzaren materialaren lodieraren bat-bateko aldaketa eta desoreka larria saihesteko.
Berriz ere, jatorrizko buztan-plakaren bisagra-zuloa eta gida-zulo-zuloa, indar puntuaren indarra hobetzeko, materiala oso lodi izateko diseinatuta dago, baina kontraeragina dakar. Galdaketaren zati bakoitzaren materialaren lodiera ahalik eta gehien berdintzeko, prozesu-zuloak isats-plakaren goiko eta beheko aldean induskatzen dira (Irudia 5), lekuan materialaren lodiera mehetu egiten da, zati bakoitzeko materialak orekatuta daude ahal den neurrian, eta barneko tentsioa murrizten da.
Azkenik, isats-plakaren indarra are gehiago hobetzeko, zurrungailuak gehitu zitzaizkion isats-plakaren aurrealdean, zutabe-zuloak gida-zuloetara eta bi aldeetako alboko plakak konektatzeko. (irudia. 6). Buztan-plakaren gorputz nagusiak I-habearen antzeko egitura osatzen du. Egitura honek era eraginkorragoan sakabanatu dezake gontz-belarriak piezen hainbat ataletara transmititzen duen lan indarra, estresaren kontzentrazioa murriztea, tokiko estresaren balioa asko murriztu, eta deformazioaren aurkako gaitasuna hobetu. Egitura indartu honek itxura lodi bat ere eman dezake, eta ez da hobekuntza aurretik baino okerragoa.

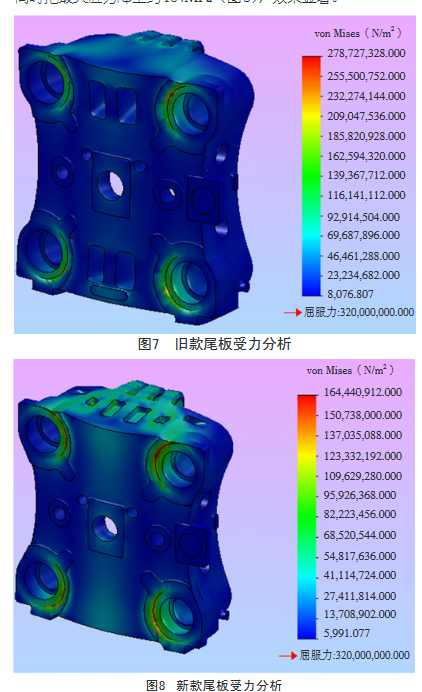
Egituraren diseinuaren aldaketa zehaztu ondoren, Hiru dimentsioko softwarea isats-plaka zaharren eta berriaren tentsioa aztertzeko eta alderatzeko erabiltzen da. Bi tailstock motaren materiala burdinurtu nodularra QT500-7 da. Material honen tentsio onargarria 320MPa da. Eragiketan zehar isats-plakaren gaineko indarra ezarrita dago 7200 kN. Azterketa eta konparaketa egin ondoren, aurkitzen da isats-plaka zaharra ez dela estresaren sakabanaketa eta tokiko kontzentraziorako lagungarria, eta tentsio maximoa ingurura iristen da 278 Txinak ez du teknologia mota honetarako produkzio instalaziorik (Irudia 7). Buztan-plaka berria eraginkorragoa da estresa barreiatzeko, estres maximoa gutxi gorabehera 164 MPa estresa barreiatzen duen bitartean (Irudia 8).
Altxatzeko torloju-zuloaren posizioa isats-plakaren atzealdetik buztan-plakaren albora aldatzen da, torloju-zuloaren norabidea buztan-plakaren indarraren norabide berdina izan ez dadin.. Bide honetatik, funtsean ez dago buztan-plakaren indar-posiziotik gertu puntu ahulik. Injekzio-makina berria maneiatzeko nahiko erraza da, baina bezeroaren etxean ekoizten ari da.
Arazo hau konpontzeko makina bera, bezeroak ezin duelako produkzioa gelditu, ordeztu ondoren isatseko plaka berria bada, eta buztan plaka zahar guztiak buztan plaka berriarekin ordezkatzen badira, kostua handiagoa da. Arretaz ebaluatu eta aztertu ondoren, irtenbidea lehenik buztan plaka berri batzuk egitea da, bezeroentzako doako ordezkapena. Ordeztu isatseko plaka, lehenik, isats-plakaren atzealdean soldatutako burdinazko plakaren lodiera berdinarekin 4 prozesatzeko zuloak, eta, ondoren, burdinurtuzko soldadura hagaxka altxatzeko torloju-zuloa tapatzeko.
Burdinazko plaka isatseko plakari soldatu besterik ez badago, bi materialak zailak dira benetan elkarrekin fusionatzea. Gainera, soldadura garaian tokiko tenperatura altuak barne-esfortzu berria eragingo du isatseko plakan. Galdaketarekin komunikatu ondoren, burdinola prozesu berezi baten bidez, lehenik eta behin buztana plaka moldura-hondarrean jarri denbora tarte jakin batean, eta utzi aurrez berotzen bere osotasunean. Buztan-plaka tenperatura jakin batera iristen denean, ondoren, soldadura-zatirako tokiko berokuntza egiten da. Ondoren, burdinazko plaka soldatzen da eta torloju-zuloak elektrodoarekin konektatzen dira, materialak ondo fusionatu daitezen.. Ondoren, buztaneko plaka errekostu egiten da eta hondar labean lurperatzen da. Giro-tenperaturara murrizteko, eta gero buztaneko plaka kanpoaldera sartu, 20 ra 30 denbora-egun tratamendua eragin. Horrela emaitza hobeak lor daitezke. Itzulitako buztan-plaka hauei aurre egin, eta gero bezeroari bidali. Bide honetatik, bezeroek arazoa funtsean konpon dezakete kostu txikiagoan ekoizpena gelditu gabe eta irabazi-irabazi-egoera bat lor dezakete.
4 Ondorioa
Artikulu honen kasuaren bidez, txantiloiaren zurruntasuna eta indarra guztiz kontuan hartzea beharrezkoa da, eta ekipoen ingurunea ere kontuan hartu. Esperientzia denboran laburtzea ere beharrezkoa da. Diseinu mekanikoa teknologia profesionalaren eremu zabal eta sakona da, teoria eta praktika bakarrik guztiz uztartuta, ezagutzaren eta praktikaren batasuna, benetako lanean aurrera egiten jarraitzeko.
Galderarik baduzu injekzio makina ,mesedez galdetu lasai FLYSE taldea (whatsapp:+86 18958305290),zerbitzu onena emango dizugu!
Bloga
Agian zuk ere gustatzen zaizu
Kopiatu © 2013 | China Ningbo Flyse Plastic Machinery Co., ltd. | Web mapa
Zerbitzua
Flyse Make Your Dreams Fly!
Eskaneatu, Hitz egin hobeto
